| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 400 | 200 | 750 | 35-2200 | 6 | 5,5 / 7,5 |
2 589 491 ₽
|
|
|
| 400 | 200 | 750 | 35-2200 | 6 | 5,5 / 7,5 |
2 009 088 ₽
|
|
|
| В наличии | 390 | 290 | 1000 | 35-2000 | 8 | 11/15 |
3 142 132 ₽
|
|
| 390 | 290 | 1000 | 35-2000 | 8 | 11/15 |
2 693 256 ₽
|
|
|
| 360 | 200 | 750 | 35 - 2200 | 6 | 5,5 |
1 674 240 ₽
|
|

Токарные станки с ЧПУ - MetalTec серии CK предназначены для производства различных типов металлических изделий. Данный тип станков широко используется в образовательных учреждениях, на опытных производствах, на предприятиях металлообрабатывающей отрасли. Высокие технические характеристики станка и его надежность гарантированы за счет установленных компонентов и узлов от ведущих мировых...
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 230 | 125 | 150-2500 | 3 | 3 |
820 378 ₽
|
|
||
| 230 | 125 | 150-2500 | 3 | 3 |
957 789 ₽
|
|
||
| В наличии | 500 | 280 | 1000 | 150-1600 | 8 | 11 |
2 060 178 ₽
|
|
| В наличии | 400 | 200 | 750 | 50-2500 | 8 | 7,5 / 11 |
|
|
| 500 | 280 | 1000 | 150-1600 | 8 | 11 / 15 |
|
||
| 500 | 280 | 1000 | 150-1600 | 8 | 11 / 15 |
|

Станки предназначены для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения ступенчатого и криволинейного профиля, а также для нарезания резьб.Обработку можно производить в один или несколько проходов в замкнутом полуавтоматическом цикле одновременно по двум координатам. Станки оснащены системой ЧПУ FANUC, количество осей управления - 2+1шпинд, тип - замкнутый....
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 360 | 180 | 750 | 2500 | 6 | 5,5 |
|
||
| 500 | 280 | 1000 | 2200 | 6 | 7,5 |
|
||
| 500 | 280 | 1500 | 2200 | 6 | 7,5 |
|
||
| 500 | 280 | 2000 | 2200 | 6 | 7,5 |
|
||
| 630 | 320 | 1000 | 1000 | 6 | 11 |
|
||
| 630 | 320 | 1500 | 1000 | 6 | 11 |
|
||
| 630 | 320 | 2000 | 1000 | 6 (опционально - 8) | 11 |
|

Токарные станки с ЧПУ серии PT идеально подходят для обработки различных типов металлических деталей. Эти станки находят широкое применение в опытном производстве и на предприятиях металлообрабатывающей отрасли, где требуется высокая точность и универсальность в обработке различных материалов. Наклонная станина обеспечивает улучшенную стабильность и жесткость при обработке, что способствует...
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 400 | 250 | 450 | 50 - 3000 | 12 | 11 / 15 |
|
||
| 400 | 250 | 450 | 50 - 3000 | 12 | 11 / 15 |
|
||
| 500 | 300 | 650 | 60 - 2500 | 12 | 15 / 18 |
|
||
| 580 | 320 | 360 | 50-2500 | 12 | 11 / 15 |
|

Токарные станки с ЧПУ серии CKS - это станки широкого круга применения для выполнения токарных операций, таких как наружное и внутреннее точение, подточка торцов, отрезка деталей, нарезание канавок и проточек, нарезание наружных и внутренних резьб и других видов токарной обработки деталей в серийном и мелкосерийном производстве.
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 360/300 | 180 | 750/1000 | 20-2500 | 4 | 5,5 |
|
||
| 800/620/620 | 490 | 1000 | 10 - 1000 | 4 | 11 |
|
||
| В наличии | 500 | 280 | 1000 | 7-2200 | 6 | 7,5 / 11 |
|
|
| В наличии | 630 | 320 | 1500 | 10 – 1000 | 4 | 11 |
|
|
| В наличии | 630 | 320 | 2000 | 10 - 1000 | 6 | 11 |
|
|
| 630 | 320 | 3000 | 10 – 1000 | 6 | 11 |
|
||
| В наличии | 500 | 280 | 1000 | 7 – 2200 | 6 | 7,5 / 11 |
|
|
| В наличии | 500 | 280 | 1500 | 7 – 2200 | 6 | 7,5 / 11 |
|
|
| 500 | 280 | 2000 | 7 – 2200 | 6 | 7,5 / 11 |
|
||
| 800 | 490 | 1000 | 10 – 1000 | 6 | 11 |
|
||
| 800 | 490 | 2000 | 10 – 1000 | 6 | 11 |
|
||
| В наличии | 500 | 280 | 1000 | 7 – 2200 | 6 | 7,5 / 11 |
|
|
| 500 | 280 | 1500 | 7 – 2200 | 6 | 7,5 / 11 |
|
||
| 500 | 280 | 2000 | 7 – 2200 | 6 | 7,5 / 11 |
|
||
| 500 | 280 | 1000 | 7 – 2200 | 4 | 7,5 / 11 |
|

Тяжелые токарные станки с ЧПУ серии CKA-M предназначены для черновой и получистовой обработки крупногабаритных деталей. Технические характеристики и жесткость конструкции станины, каретки, шпинделя станка позволяют полностью использовать возможность работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей...
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 1000 | 630 | 1500; 2000; 3000; 4000; 5000; 6000 | 2 - 500 | 4 | 22 / 26 |
|
||
| 1000 | 880 | 1500; 2000; 3000; 4000; 5000; 6000 | 2 - 500 | 4 | 22 / 26 |
|

Высокоскоростные многофункциональные токарные станки с ЧПУ нового поколения для прецизионной обработки деталей среднего размера в условиях серийного производства. Предназначены для обработки заготовок из стали, цветных металлов и сплавов в аэрокосмической, автомобильной, подшипниковой промышленности, энергетическом и нефтегазовом машиностроении, военно-промышленном комплексе.
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 400 | 360 | 1085 | 4000 | 12 | 11 / 15 |
|
||
| 500 | 460 | 1080 | 3500 | 12 | 15 / 18,5 |
|
||
| В наличии | 400 | 400 | 585 | 12 | 11 / 15 |
|

Токарные станки с ЧПУ DMTG с наклонной станиной серии CT- это высокоскоростное оборудование для прецизионной обработки мелких деталей ступенчатой или криволинейной формы. Может выполнять такие токарные операции, как наружное и внутреннее точение, подточка торцов, отрезка деталей, нарезание канавок и проточек, нарезание наружных и внутренних резьб и другие виды токарной обработки.
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| В наличии | 300 | 260 | 450 | 45-4500 | 8 | 25 |
|
|
| В наличии | 300 | 260 | 450 | 45-4500 | 8 | 25 |
|
|
| В наличии | 300 | 260 | 450 | 45 - 4500 | 8 | 11 / 15 |
|

Токарные станки с ЧПУ серии САК - экономичные и практичные токарные станки проверенной конструкции, гарантирующие стабильную работу и качество. Это первая известная марка выбранная потребителями в Китае, эти станки широко используются для обработки деталей в автомобильной, нефтяной и военной промышленности и др. Токарные станки серии САК могут использоваться для механической обработке наружных...
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| В наличии | 320 | 650 (580) | 200 - 3000 | 5,5 |
|
|||
| 360 | 650 (580) | 200 - 3000 | 5,5 |
|
||||
| 400 | 850 (750) | 15 - 2400 | 5,5 / 7,5 |
|
||||
| 500 | 640 / 890 / 1390 / 1900 | 40 -1800 или 22-220 / 71-710 / 215-2200 | 5,5 / 7,5 |
|
||||
| 610 | 640 / 890 / 1390 / 1900 | 40-1800 или 22-220 / 71-710 / 215-2200 | 6.5 / 8 / 7,5 |
|
||||
| 630 | 750 / 1500 / 3000 | 17-128 / 38-278 / 75-570 / 170-1000 | 11 |
|
||||
| 800 | 1500 / 3000 / 5000 | 17-100 / 38-222 / 76-445 / 180-1000 | 15 |
|

Станки оборудованы цельнолитой чугунной станиной, усиленной ребрами жесткости, что обеспечивает высокую надежность, жесткость и виброустойчивость при работе. Линейные направляющие качения по осям X и Z позволяют достигать высокой скорости и точности перемещений по этим осям. Телескопическая защита направляющих по осям X и Z обеспечивает дополнительную защиту от пыли и стружки. Шестипозиционная...
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| В наличии | 750 | 6 | 2.2 |
|
||||
| В наличии | 360 | 750 | 100 – 4000 | 8 | 7,5 |
|
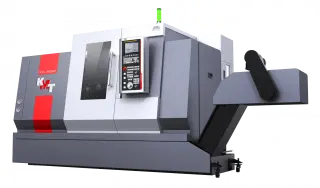
Токарные станки с ЧПУ серии КТL-S предназначены для высокоскоростной токарной обработки наружных и внутренних поверхностей деталей типа тел. вращения со ступенчатым и криволинейным профилем, различной сложности, включая нарезания резьбы, сверление, зенкерование.
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| В наличии | 280 | 560 | 350 / 500 / 1000 | 30 - 4500 | 8 | 11 / 15 |
|
|
| В наличии | 500 | 720 | 500 / 1000 | 30 - 3000 | 12 | 22 / 30 |
|
|
| В наличии | 280 | 560 | 340 / 490 / 990 | 30 - 4000 | 8 | 15 / 18,5 |
|
|
| В наличии | 500 | 720 | 490 / 990 | 30 - 3000 | 12 | 22 / 30 |
|
|
| 550 | 320 | 300 | 50 - 4500 | 8 | 11 / 15 |
|
||
| 550 | 320 | 500 | 50 - 4500 | 8 | 11 / 15 |
|

Токарные станки с ЧПУ серии GT — это современные высокопроизводительные центра на наклонной станине с линейными направляющими качения.
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 400 | 135 | 250 | 4500 | 8 | 5,5 / 7,5 |
|

| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 500 | 290 | 900 | 20-2000 | 6 | 11 / 15 |
|

Токарный станок с ЧПУ CKE61100M/4000 – мощный высокопроизводительный станок с ЧПУ, предназначенный для обработки валов длиной до 8 м и крупногабаритных деталей, таких как крышки, фланцы и шкивы, из стали, чугуна, цветных металлов и сплавов. Обеспечивает силовое точение с подачей до 10 мм за проход, что делает его эффективным решением для энергетики, химической, аэрокосмической и автомобильной...
| Артикул | Диаметр обработки над станиной, мм | Диаметр обработки над суппортом, мм | Расстояние между центрами, мм | Диапазон скоростей шпинделя, об/мин | Количество инструмента, шт | Макс. мощность двигателя, кВт (л.с.) | Цена | |
|---|---|---|---|---|---|---|---|---|
| 1000 | 630 | 4000 | 2 - 315 / 2 - 500 | 4 | 22/26 |
|
На сайте Станкофф.RU вы можете найти токарные станки с ЧПУ от ведущих производителей. В наличии и под заказ более 63 моделей токарных станков по металлу с ЧПУ по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Современные токарные станки с числовым программным управлением — это ключевое звено в производственной цепочке при работе с металлическими заготовками. Они обеспечивают высокую точность, стабильное качество и значительную экономию времени на всех этапах обработки. Такие станки используются в машиностроении, оборонной промышленности и на заводах, где важна серийность и повторяемость деталей.
Компания «Станкофф» предлагает широкий каталог техники — от компактных моделей для мелкосерийного производства до промышленных решений с расширенным функционалом. Все станки проходят проверку качества и сопровождаются официальной гарантией.
Переход на ЧПУ — это не просто шаг к автоматизации, а инвестиция в устойчивое и предсказуемое производство. В отличие от ручных аналогов, ЧПУ-станки позволяют минимизировать влияние человеческого фактора, улучшить геометрию деталей и сократить количество брака.
К основным преимуществам можно отнести:
В наличии — высокоточные токарные станки с разнообразными характеристиками: по длине обработки, мощности, числу осей и типу управления. Подберём решение для вашего производства вне зависимости от его масштаба.
В нашем интернет-магазине можно купить токарный ЧПУ станок различной конфигурации. В продаже представлены токарно-центровой станок, винторезный, универсальный, а также настольный вариант — всё зависит от задач и доступного пространства. Все модели производятся на современных заводах и соответствуют промышленным стандартам.
При выборе оборудования важно учитывать не только характеристики, но и цели применения. Наши специалисты помогут с подбором подходящей модели, расскажут о совместимости, типе привода, способах зажима заготовки и других нюансах.
Наша компания предлагает только проверенное оборудование от ведущих брендов. Если вы планируете купить токарный ЧПУ станок с официальной гарантией и быстрой доставкой — мы к вашим услугам. Все товары доступны для заказа через сайт с удобной оплатой и оформлением.
Работаем по всей России, поддерживаем конкурентные и выгодные условия. Уточнить наличие и цену можно у менеджеров по телефону или через форму обратной связи. Надежный магазин, большой выбор, оперативная доставка — всё, чтобы вы получили станок, полностью соответствующий вашим требованиям.
Смотрите также: Каучуковые мембраны шириной 1800 мм
 Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
 PRATIC (Китай)
PRATIC (Китай)
PRATIC (Китай)
PRATIC (Китай)
 MetalTec (Китай)
MetalTec (Китай)
PRATIC (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
MetalTec (Китай)
MetalTec (Китай)
PRATIC (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)
Stalex (Китай)



































![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](/i/f/lHDFSosW9fHw-1002n-7caa4118.webp)


![Различные виды литья металлов преимущества и недостатки [Часть 1]](/i/f/Zp8MqYE5adVQ-1002n-183948a6.webp)

![Что такое отжиг? [7 видов процесса отжига]](/i/f/F7YVUHJJ4oeV-1002n-46c8879a.webp)



![Что такое нержавеющая сталь? [ Часть 2]](/i/f/fcD6qyge1EJq-1002n-5e451cbc.webp)
![Гибка листового металла - методы и советы по проектированию [часть 1]](/i/f/017dtMRcvOCk-1002n-f7847a72.webp)