
Лазер известен как одно из четырех великих изобретений 20-го века, лазерный луч - это не свет, существующий в природе, а свет, изобретенный человеком на основе квантовой теории. От естественного света лазер отличают характеристики и процесс его генерации.
Лазер называют "самым быстрым ножом, самым ярким светом и самой точной линейкой":
По сравнению с естественным светом лазер обладает такими характеристиками, как высокая интенсивность, хорошая монохроматичность, хорошая когерентность и хорошая направленность.
Лазер - это продукт атомного стимулированного излучения:
Возбужденный энергией источника накачки, атом может перейти в высокоэнергетическое состояние. В это время, если он столкнется с внешним фотоном с определенной частотой, он испустит идентичный фотон. Эти два фотона заставят больше атомов перейти и выпустить такой же фотон. Этот процесс называется стимулированным излучением, а генерируемый свет - "лазерным".
Частота, фаза, направление распространения и состояние поляризации фотонов, испускаемых стимулированным излучением, и посторонних фотонов абсолютно одинаковы, поэтому лазер имеет характеристики высокой интенсивности, хорошей монохроматичности, хорошей когерентности и хорошей направленности.
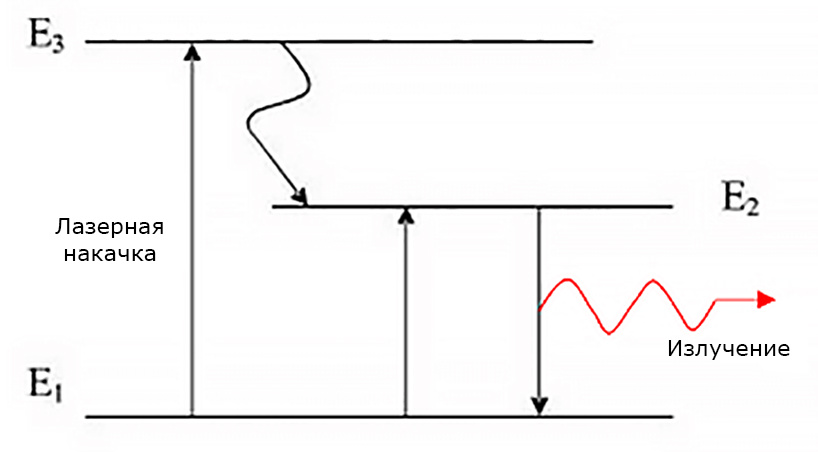
Схематическая диаграмма перехода на атомный энергетический уровень
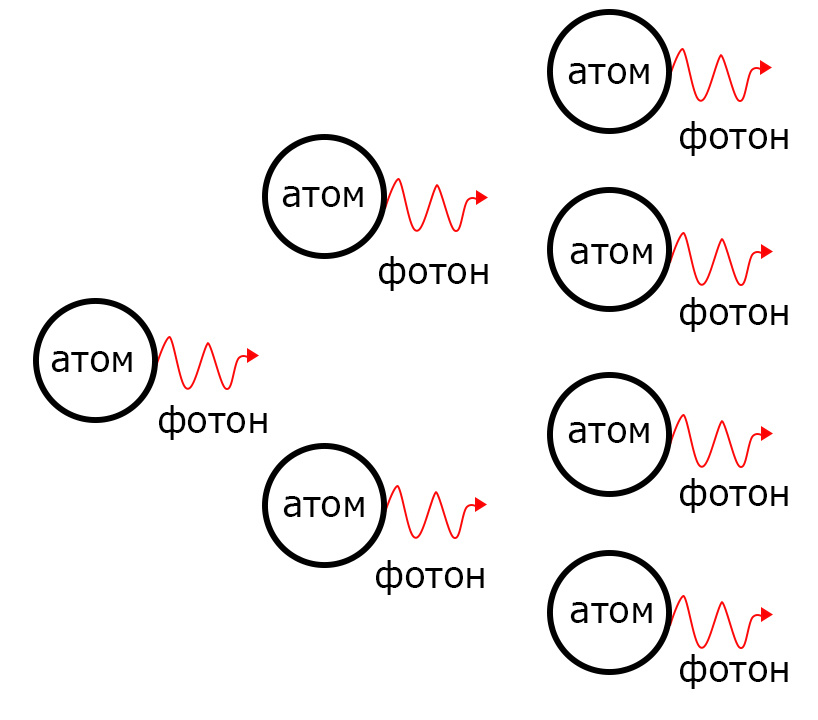
Схематическая диаграмма процесса стимулированного излучения

 17
17
Лазерный станок для резки фанеры, пластика и других материалов LM 1616 PRO OPEN 180W
Размеры рабочего стола – 1600 х 1600 мм; Мощность трубки – 180 Вт; Ресурс – 10 000 моточасов; Потребляемая мощность – 4 кВт; Вес – 700 кг.
1 243 168 ₽
 79
79
Лазерно-гравировальная машина с ЧПУ LM 9060 PRO 100W
Рабочий стол – 900х600 мм; Мощность трубки – 100 Вт; Ресурс – 10 000 моточасов; Потребляемая мощность – 1,5 кВт: Вес – 340 кг.
533 831 ₽
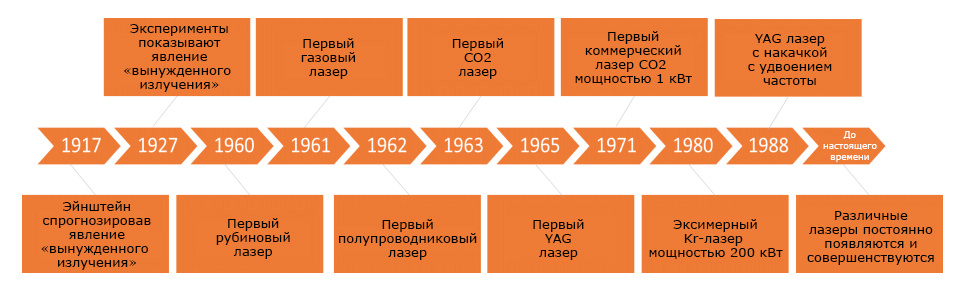
История развития лазерных технологий
Характеристики высокой интенсивности, хорошей монохроматичности, хорошей когерентности и хорошей направленности определяют два сценария применения лазера:
Лазер обладает выдающимся преимуществами - высокой плотностью энергии, что находит важное применение в обработке материалов, производстве оружия, медицине и других областях.
Лазер обладает хорошей монохроматичностью и направленностью. Он подходит для передачи информации (оптическая связь) и измерения расстояния (оптическое измерение). По сравнению с традиционной электрической связью, оптическая связь имеет такие преимущества, как большая емкость, большое расстояние, хорошая конфиденциальность и легкий вес.

Лазерная обработка является представителем технологии точной обработки. Основной движущей силой роста является замещение традиционных методов обработки:
По сравнению с другими станками, лазерные станки имеют такие преимущества как высокая эффективность, высокая точность, низкое потребление энергии, малая деформация материала, большой ряд обрабатываемых материалов и простота управления.
Эти преимущества тесно связаны с двумя характеристиками бесконтактной обработки и высокой плотностью энергии лазерной обработки:
Работа лазера полностью завершается за счет тепла, выделяемого при взаимодействии лазера с материалом.
Во время всего процесса нет контакта между обрабатывающим инструментом и материалом, поэтому обрабатываемый материал не подвергается силовому воздействию, а остаточное напряжение относительно невелико.
Поскольку диаметр луча можно контролировать до очень малого, точность также высока;
Плотность мощности лазерной обработки может достигать более 107 Вт/см, в тысячи и даже десятки тысяч раз превышая плотность мощности пламени, дуги и других методов обработки.;
Более высокая плотность мощности означает, что лазер может обрабатывать очень маленькую область на объекте обработки, не затрагивая материалы вокруг микрообласти, поэтому точность обработки и эффективность обработки выше.
Лазер - это компонент, используемый для генерации лазерного луча и основной компонент лазерного оборудования:
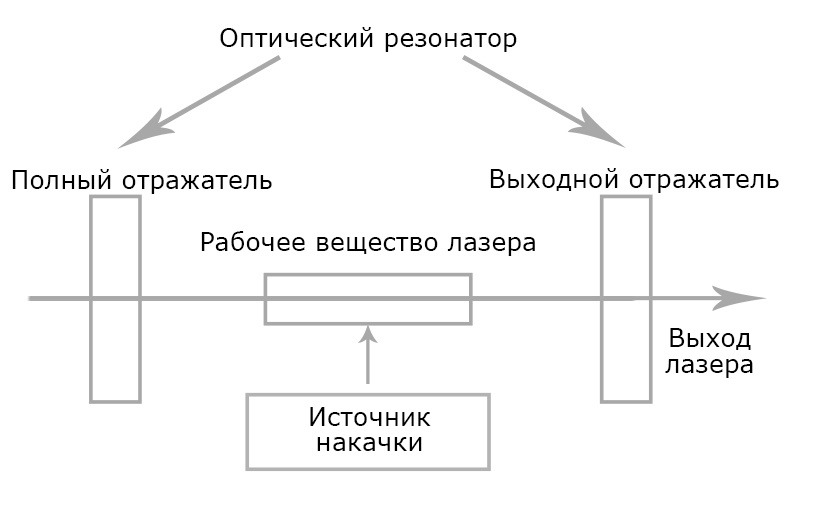
Основная структурная схема лазера
Существует множество методов классификации лазеров, среди которых наиболее часто используются четыре наиболее часто используемые:
По рабочему веществу лазеры можно разделить на газовые, твердотельные, жидкостные (на красителях), полупроводниковые, эксимерные и т.д;
Принимая газ в качестве рабочего материала, распространенными являются CO2 лазер , He-Ne лазер, аргонионный лазер, He-Cd лазер, лазер на парах меди, различные эксимерные лазеры и др. лазер, He-Cd лазер, лазер на парах меди, различные эксимерные лазеры и т.д., особенно CO2 лазер наиболее часто используется в промышленности.
CO2 лазер
Ионы металлов, способные производить стимулированное излучение, легируются в кристалл и используются в качестве рабочих материалов. Обычно используемые кристаллы включают рубин, корунд, алюминиевый гранат (широко известный как YAG), тунгстат кальция, фторид кальция, алюминат иттрия и бериллат лантана, среди которых YAG является наиболее распространенным кристаллом в настоящее время.

Твердотельный лазер
В качестве рабочего вещества используется раствор, образующийся при растворении некоторых органических красителей в жидкостях, таких как этанол, метанол или вода.
Также известны как лазерные диоды, в качестве рабочего вещества используются полупроводниковые материалы, такие как арсенид галлия (GaAs), сульфид кадмия (CDS), фосфид индия (INP), сульфид цинка (ZnS) и т.д.

Полупроводниковые лазеры
В качестве рабочего материала используется стекловолокно, легированное редкоземельными элементами. Волоконный лазер - это лазер, использующий волокно в качестве рабочей среды.

Волоконный лазер
Волоконный лазер имеет отличные характеристики и известен как лазер третьего поколения:
| Типы лазеров | Стандартный тип | Длина лазерной волны | Максимальная выходная мощность | Эффективность преобразования энергии | Особенности |
| Газовый лазер | CO2 лазер | Около 10.6um инфракрасного излучения | 1-20 кВт | 8%~10% | Хорошая монохроматичность и высокая эффективность преобразования энергии |
| Жидкостный лазер | 6G лазер на красителях | УФ к ИК | – | 5%~20% | Длина волны на выходе плавно регулируется, мощность преобразования энергии высокая, низкая стоимость |
| Твердотельные лазеры | YAG/рубиновый лазер | От видимого до ближнего инфракрасного диапазона | 0,5-5 кВт | 0.5%~1% | Низкая выходная мощность, низкий коэффициент преобразования энергии и хорошая монохроматичность. |
| Полупроводниковые лазеры | Диодный лазер GaAs | 100 nm―1.65 um | 0,5-20 кВт, двухмерный массив может достигать 350 кВт | 20% - 40%, лабораторные 70% | Высокая мощность преобразования энергии, малый объем, легкий вес, простая структура, длительный срок службы и слабая монохроматичность. |
| Волоконный лазер | Импульсный/Постоянный волоконный лазер | 1.46 um―1.65 um | 0.5-20 кВт | 30%-40% | Миниатюризация, интенсификация, высокая эффективность преобразования, высокий выход энергии, высокое качество луча, отсутствие оптической коллимации и меньшее техническое обслуживание. |
По форме выходного сигнала лазеры можно разделить на непрерывный, импульсный и квазинепрерывный. Импульсный лазер можно дополнительно разделить на миллисекундный лазер, микросекундный лазер, наносекундный механизм, пикосекундный лазер, фемтосекундный лазер, аттосекундный лазер и т.д.;
Непрерывно выдают стабильную форму волны энергии в течение рабочего времени, с высокой мощностью, и могут обрабатывать материалы с большим объемом и высокой температурой плавления, такие как металлические пластины;
По ширине импульса импульсные лазеры могут быть далее разделены на миллисекундные лазеры, микросекундные лазеры, наносекундные механизмы, пикосекундные лазеры, фемтосекундные лазеры и аттосекундные лазеры;
Фемтосекундные и аттосекундные лазеры называются сверхбыстрыми лазерами.
Мощность импульсного лазера намного ниже, чем у непрерывного лазера, но точность обработки выше, чем у непрерывного лазера. Как правило, чем меньше ширина импульса, тем выше точность обработки;
Помимо непрерывного лазера и импульсного лазера, высокоэнергетический лазер может быть выведен многократно в течение определенного периода.
| Способ классификации | Категория лазера | Особенности |
| Классификация по режиму работы | Непрерывный лазер | Возбуждение рабочего материала и соответствующий лазерный выход может осуществляться непрерывно в большом диапазоне времени |
| Импульсивный лазер | Он относится к лазеру с длительностью одного лазерного импульса менее 0,25 секунды и работает только один раз с определенным интервалом. Он имеет большую выходную пиковую мощность и подходит для лазерной маркировки, резки и ранжирования. | |
| Классификация по длительности импульса | Миллисекундный лазер (MS) | 10-3S |
| Микросекундный лазер (US) | 10-6S | |
| Наносекундный лазер (NS) | 10-9S | |
| Пикосекундный лазер (PS) | 10-12S | |
| Фемтосекундный лазер (FS) | 10-15S |
По длине выходной волны лазеры можно разделить на рентгеновские, ультрафиолетовые, инфракрасные, видимые и т.д;
Можно разделить на лазеры низкой мощности 100 Вт, лазеры средней мощности 100-1500 Вт и лазеры высокой мощности больше 1500 Вт.
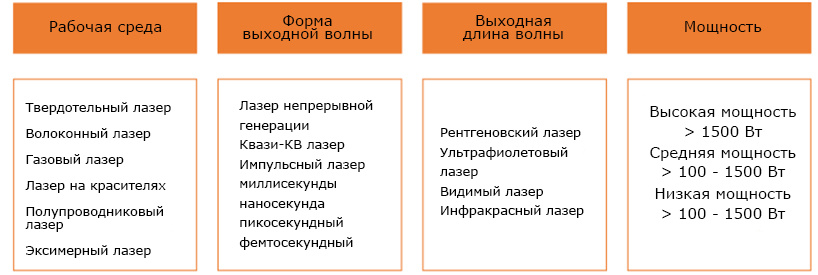
Классификация лазеров
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Насколько точна оптоволоконная лазерная резка?» и «Способы защиты лазерного станка от влаги».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 5
5
Оптоволоконный лазерный станок для резки листов и труб XTC-1530HT/3000 Raycus/Reci
Рабочая зона – 1500x3000 мм; Источник – Raycus/Reci; Мощность лазера – 3 000 Вт; Длина трубы – 6 000 мм; Диаметр трубы – 20-220 мм.
 3
3
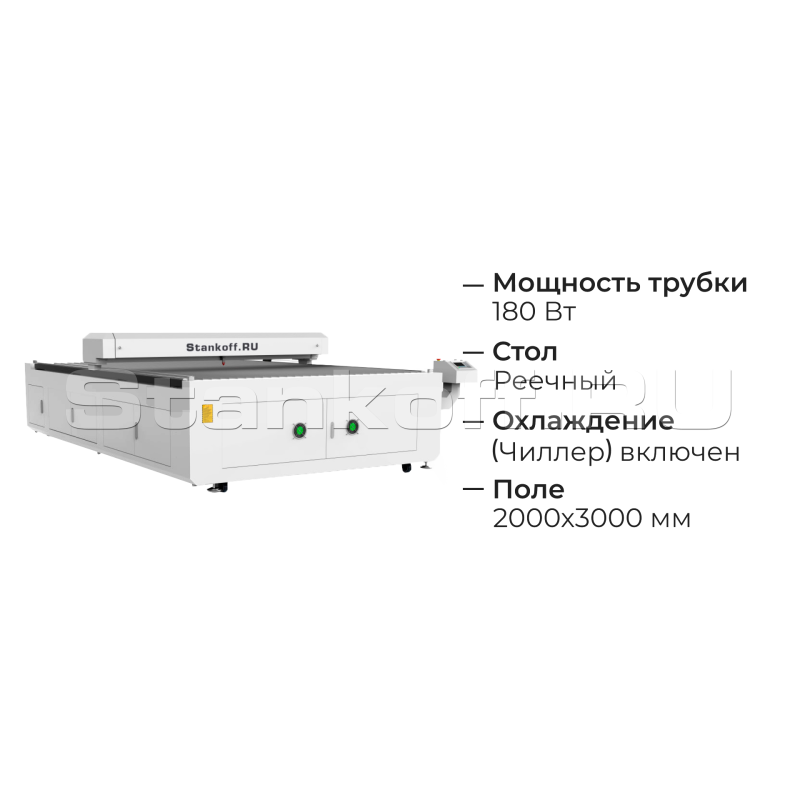
Лазерный гравировальный станок с ЧПУ LM 2030 PRO OPEN 180W
Рабочий стол – 2000х3000 мм; Мощность трубки – 180 Вт; Ресурс – 10 000 моточасов; Потребляемая мощность – 6 кВт; Вес – 1300 кг
1 425 986 ₽


Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...


![24 вида стали, которые вы должны знать [Часть 1]](https://www.stankoff.ru/files/blog/Us73dmo1TKC9Xt5H4VWsv3cPwz0socPGluhMgBNR.jpg)




 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
У нас на предприятии есть установка лазерного раскроя металла 1015 L1, но специалист работающий на ней всего один. К сожалению в у нас в стране мало учебных предприятий по такой специальности. Хотя такая установка окупается практически моментально!
Ничего себе сколько лет уже оказывается лазерному оборудованию! С годами его усовершенствовали и приводили в более идеальную конструкцию. Видимо на выходе как раз тот вариант, что мы используем.
Вот когда не касаешься работы с лазером и не понимаешь всех тонкостей. Интересно было ознакомиться с видами и методами. Видимо и оборудование сейчас уже небольшое, благодаря этому можно применять на небольших производствах.
Различные виды лазеров дают разные свойства и характеристики лазерного излучения, которые позволяют использовать их в разных областях науки, техники и медицины. Думаю, что прогресс на этом не остановится.
Было интересно...