
Литье это производственный процесс во время которого жидкий металл заливается в полость формы, которая соответствует форме и размеру детали. Затвердевшая часть также известная как отливка, выбрасывается или выламывается из формы для завершения процесса. На результат процесса влияет множество факторов, например такие как: скорость заливки, скорость охлаждения во время затвердевания, температура формы во время заливки, материал и толщина покрытия штампа и д.р.
После застывания металла отливки могут подвергаться обработке на металлообрабатывающих станках. Это может включать в себя удаление излишков материала, обработку поверхности, фрезеровку, точение и другие операции для достижения окончательной формы и размеров детали.
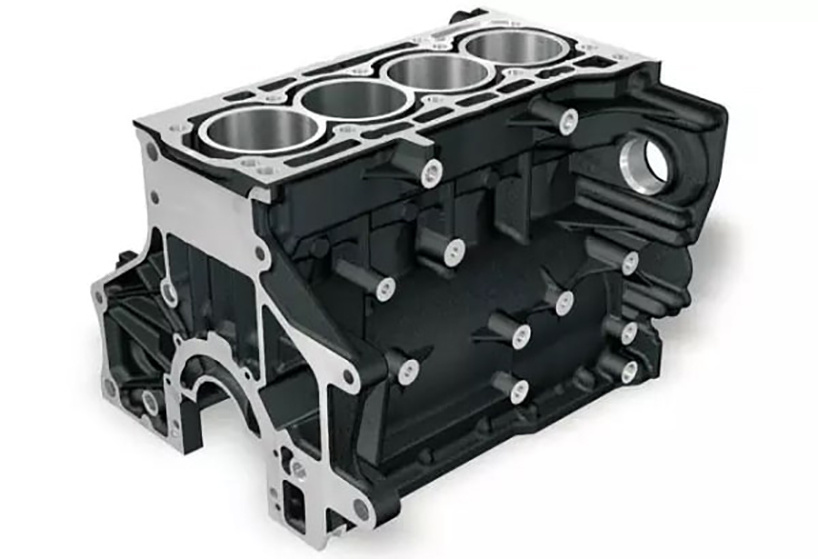
Детали из стали, железа и большинства цветных металлов и сплавов могут быть получены методом литья в песчаную форму.
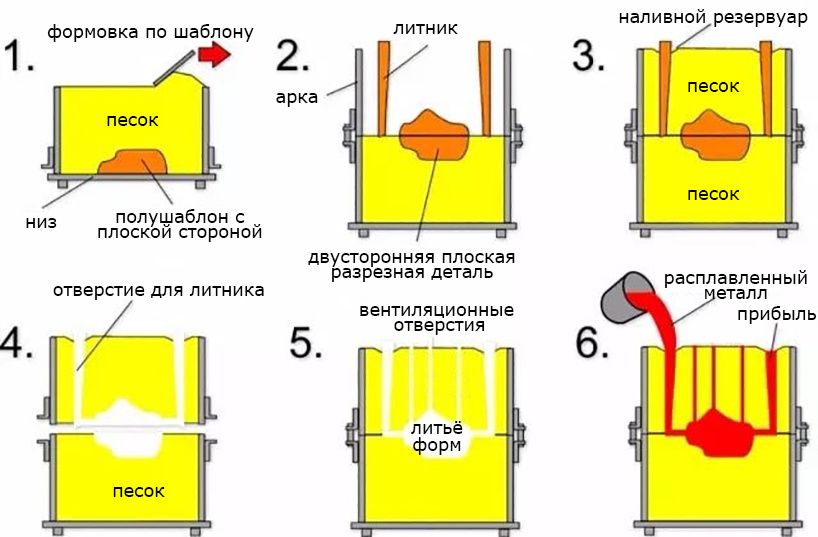
Литьё в песчаные формы
Область применения: Блок автомобильного двигателя, головка блока цилиндров, коленчатый вал и другие отливки.

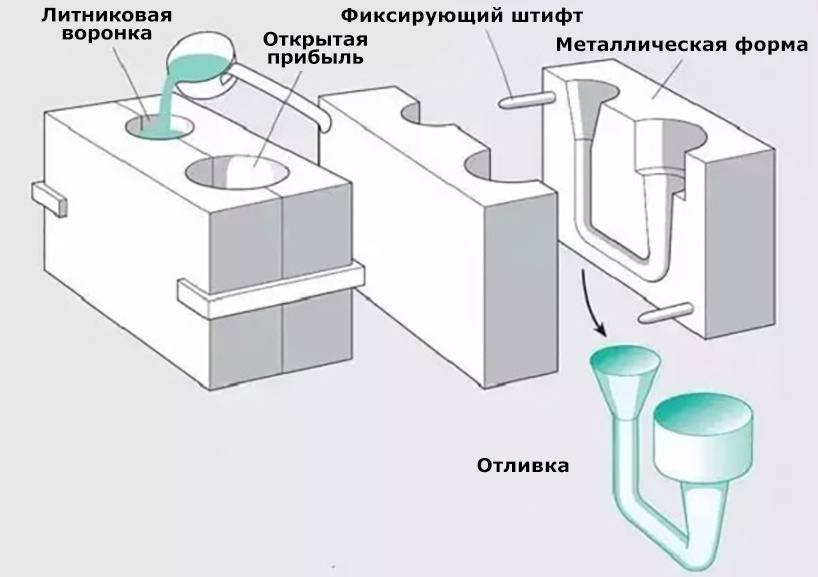
Способ литья, который обычно означает изготовление шаблона из легкоплавких материалов (парафин, воск и др.) последующей запрессовки в пресс форму, поверхность шаблона покрыта несколькими слоями огнеупорных материалов, изготавливается точная модель изделия и литниковая система.

Преимущества:
Недостатки: сложные процедуры и высокая стоимость
Область применения: данный метод подходит для производства мелких деталей сложной формы, с высокими требованиями к точности, или для другой обработки, которую трудно выполнить, например, лопаток турбинных двигателей.

 18
18
Гидравлический листогибочный пресс MetalTec HBM 30/1600 E22
Усилие 30 тонн. Длина гиба 1600 мм. Расстояние между колоннами 1100 мм. Глубина зева 180 мм. Мощность двигателя 3 кВт.
753 072 ₽

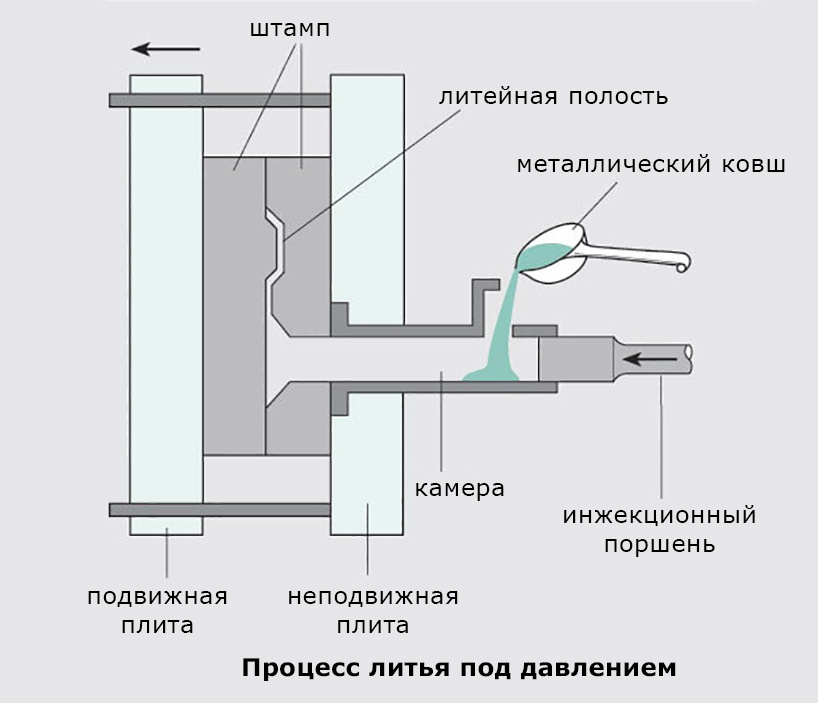
Жидкий металл под высоким давлением с большой скоростью подается в полость прецизионной металлической формы, затем жидкий металл охлаждается и затвердевает под давлением, образуя отливку.
Преимущества:
Недостатки:
Область применения: литье под давлением сначала применялись в автомобильной промышленности и приборостроении, а затем постепенно распространились на различные отрасли, такие как сельскохозяйственное машиностроение, станкостроение, электронная промышленность, национальная оборонная промышленность, компьютеры, медицинское оборудование, часы, фотоаппараты и бытовая техника.

На жидкий металл, находящимся в форме подается давление (0,02 - 0,06 МПа) под воздействием которого металл по металлопроводу поднимается вверх и заполняет полость литейной формы.
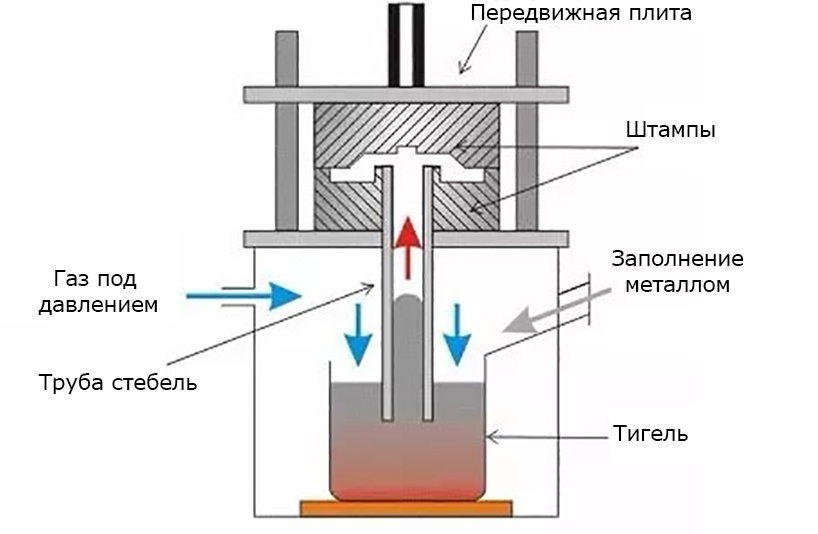
Область применения: В основном используется в традиционных изделиях (головка цилиндра, ступица, рама цилиндра и т.д.).

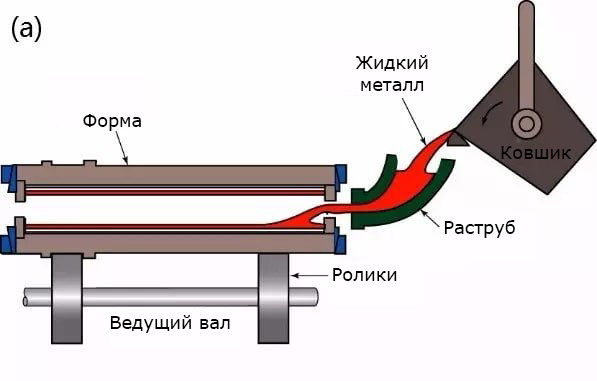
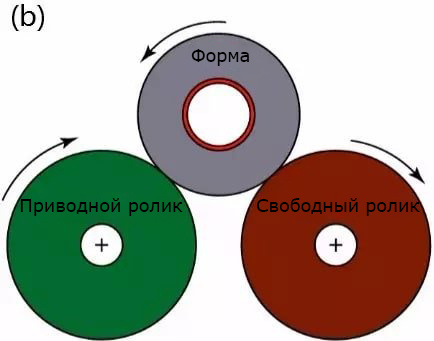
Это метод литья, при котором расплавленный металл заливается во вращающуюся форму, а форма заполняется и затвердевает под действием центробежной силы.
Преимущества:
Недостатки:
Область применения: Центробежное литье впервые было использовано для производства литых труб. Процесс центробежного литья применяется в металлургии, горнодобывающей промышленности, транспорте, ирригационном и дренажном оборудовании, авиации, автомобилестроение и других отраслях промышленности где используют процессы центробежного литья для производства отливок из стали, чугуна и цветных углеродистых сплавов. Среди них наиболее распространено производство центробежно-литых чугунных труб, гильз цилиндров двигателей внутреннего сгорания и втулок валов.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Что такое термическая обработка металлов? Методы и преимущества» и «Что такое отжиг? [7 видов процесса отжига]».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 4
4
Оптоволоконный лазерный станок по металлу STL-1530FP/6000 Raycus
Рабочая зона – 1500x3000 мм; Источник – Raycus; Мощность лазера – 6 000 Вт.

 11
11
Гидравлический листогибочный пресс KRRASS PBS 110/2500 4 axis
Усилие – 110 тонн; Длина гиба – 2500 мм; Расстояние между колоннами – 2000 мм; Глубина зева – 410 мм; Макс. раскрытие – 545 мм; Мощность – 8,7 кВт.

Листогибочный 2-осевой гидравлический пресс HBM 125/3200С TP10S
Усилие, 125 Т. Длина гиба, 3200 мм Расстояние между колоннами, 2600 мм*.
2 886 778 ₽
Что представляет собой работа оператором станков с ЧПУ? Диас Здравствуйте а, у вас есть вакансии? Есть вакансии?
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...


![Металлообработка как хобби, с чего начать? [Часть 1]](https://www.stankoff.ru/files/blog/HaB6Nco8goLrtnt5ihMS2z4BJgbdg1WnBorCf2nJ.jpg)






![Ручные пилы: рекомендации по точности [Часть 1]](https://www.stankoff.ru/files/blog/DOscHLDthW2SLRaJZmKfskiTCgxoU6WaUifJ8ObT.jpg)
 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Статья оказалось очень полезной и нужной в данный момент. Очень помогла в написании реферата.
На производстве используем электрошлаковое литье. Хотелось бы, все способы и виды литья испробовать для сравнения. Но хоть в интернете прочитать об этом можно.
Самый точный метод литься это ценрефужный. Ну если говорить про относительную точность. Все равно после литья деталей нужна их точная и тонкая обработка до нужных размеров.
Литьем по выплавляемым моделям сейчас многие занимаются, льют обычно из аллюминия. Модель делают из пеноспласта, он легко сгорает при литье и модель из него делать не сложно. Да и занимаются таким литьем во дворе дома или гараже.
Бредятина как в статье, так и в комментах ((
Уже на первой картинке проблемы с терминологией: литниковая воронка обозвана бегунком, а открытая прибыль - стояком ((
После перлов про металлическое литье металлов остается посетовать на тупость гугл-переводчика и посоветовать нанять "человека в теме"
Здравствуйте, спасибо за ваше замечание, мы исправили данные ошибки.
10 видов литья металлов -- по тексту идет только 5, остальные 5 "зажали" ))
1) литье в песок
-- в чистый песок возможно, но в случае др. способов литья здесь не указанных (( ... увы, чистый песок без связующего или особых ухищрений форму не держит
здесь же речь идет о литье в землю (песчано-глинистую смесь - ПГС)
-- "формовка по шаблону" существует, но выглядит совсем по другому, в данном случае речь должна идти о "формовке по разъемной модели"
не очень удачный рисунок... на практике, например, вент.каналы не делают сквозными - ведь потом это все надо удалить... нет, есть конечно точка зрения, что проблема которую можно решить деньгами, это не проблема - а затраты... но кому нужны лишние затраты, покажите его - мне не помешают спонсоры ))
Проблемы с терминологией: литниковая система состоит из совокупности разных каналов и "литник" выступает, как правило, синонимом "питателю", здесь обозначение довольно спорное, как и "наливной резервуар", и "прибыль" которая прибылью не является...
"Затвердевшая часть также известная как отливка, выбрасывается или выламывается из формы для завершения процесса".
Что то тут не так. Значит, отлили, потом выбросили?