Как работает плазменная резка? Преимущества и недостатки

Резка металла может быть осуществлена с помощью механических и термических методов. Плазменная резка представляет собой термический метод, при котором для обработки металла используется ионизированный газ. Этот метод часто применяется для резки толстых металлических листов.
Схожим методом является оптоволоконная лазерная резка представляют. Оптоволоконные лазерные станки генерируют лазерное излучение, которое обеспечивает высокую точность и скорость обработки. Этот метод также не требует применения химических растворов и отличается высокой эффективностью.
Использование оптоволоконных лазерных и плазменных станков для резки металла открывает новые возможности для промышленного производства, обеспечивая быструю и точную обработку металлических деталей.
Что такое плазма?
Вы определенно слышали о трех основных состояниях материи - твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних частях атмосферы Земли. Знаменитое полярное сияние - результат солнечного ветра, созданного из плазмы. Освещение и высокотемпературный огонь тоже включает в себя плазму.
В общей сложности она составляет около 99% видимой Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновых вывесках и, конечно же, в плазменных резаках.

Плазма - это электропроводящее ионизированное газоподобное вещество. Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Вот почему плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время она ведет себя аналогично жидкостям с точки зрения её способности течь под воздействием электрического и магнитного поля.
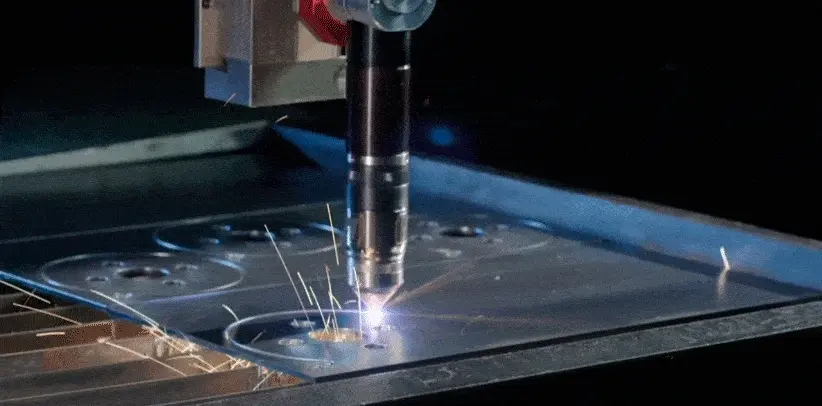
Как работает плазменный резак?
Процесс плазменной резки - это метод термической резки. Это означает, что для плавления металла используется тепло, а не механическая сила. Общая механика системы всегда одинакова. В плазменных резаках используется сжатый воздух или другие газы, например азот. Ионизация этих газов происходит с образованием плазмы.
Обычно сжатые газы контактируют с электродом, а затем ионизируются для создания большего давления. Когда давление увеличивается, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая поток плазмы. Затем он наносится на заготовку. Поскольку плазма электропроводна, заготовка соединяется с землей через стол для резки.Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть обычно более бюджетная версия, называемая высокочастотным контактом . Это недоступно для плазменных резаков с ЧПУ, потому что высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Возникновение искры происходит при соприкосновении плазменной горелки с металлом. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.

Другой вариант - метод пилотной дуги . Во-первых, искра создается внутри горелки цепью высокого напряжения и низкого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга возникает, когда вспомогательная дуга входит в контакт с заготовкой. Теперь оператор может начать процесс резки.
Третий способ - использование подпружиненной головки плазмотрона . Если прижать резак к заготовке, возникает короткое замыкание, в результате чего начинает течь ток.
При снятии давления образуется вспомогательная дуга. Следующее такое же, как и в предыдущем методе. Это приводит к контакту дуги с заготовкой.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Воздух
Основными составляющими воздуха являются азот (78,18%) и кислород (20,8%). Сочетание этих двух газов представляет собой очень богатую энергией смесь. Воздух применяется в качестве плазменного газа для резки нелегированных, низколегированных, высоколегированных сталей и алюминия. Обычно воздух используется для ручной резки, а также для резки тонкого листа. Если резка нелегированной стали выполняется с применением в качестве плазменного газа воздуха, то кромки реза получаются прямыми и достаточно гладкими. Однако, как газ для резки, воздух повышает содержание азота на поверхностях реза. Если такие кромки реза далее не подвергаются механической обработке, в сварном шве могут создаться поры.
Кислород
Кислород применяется в качестве плазменного газа для резки нелегированных и низколегированных сталей. Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.Аргон
Аргон является единственным инертным газом, который может производиться для коммерческих целей с использованием метода воздушной сепарации при объёмном проценте 0,9325. Будучи инертным газом, он химически нейтрален. Благодаря своей большой атомной массе (39,95), аргон способствует вытеснению расплавленного материала из зоны реза посредством высокой плотности импульсов создаваемой плазменной струи. Из-за своей относительно низкой теплопроводности и энтальпии, аргон не является совершенно идеальным газом для плазменной резки, так как он позволяет достичь только лишь относительно небольшой скорости резки, в результате чего получаются скругления, поверхности имеют чешуйчатый вид.
Водород
По сравнению с аргоном, водород имеет очень маленькую атомную массу и характеризуется относительно большой теплопроводностью. Водород имеет чрезвычайно высокую максимальную теплопроводность в температурном диапазоне диссоциации, что обусловливается процессами диссоциации и рекомбинации. Первоначально при рекомбинации и ионизации двухатомного водорода из дуги высвобождается большое количество энергии. Это приводит к обжатию вытекающей дуги. Из приведенного описания физических свойств следует, что водород, сам по себе, настолько же не подходит в качестве плазменной среды, насколько и аргон. Однако, если положительные свойства водорода, касающиеся тепловых показателей совместить с большой атомной массой аргона, то получаемая в результате газовая смесь даёт возможность быстро передавать кинетическую энергию, а также достаточное количество тепловой энергии разрезаемому материалу.
Азот
В отношении физических свойств азот занимает приблизительно промежуточное положение между аргоном и водородом. Теплопроводность и энтальпия у азота выше, чем у аргона, однако меньше, чем у водорода. Азот и водород ведут себя сходным образом в смысле возможности обжатия дуги, а также в отношении тепла рекомбинации, создающего текучий расплав. Таким образом, азот может использоваться сам по себе как плазменный газ. Азот, используемый в качестве плазменного газа, обеспечивает быструю резку изделий с тонкими стенками без образования оксидов. Недостатком является относительно большое количество бороздок. Практически невозможно добиться реза с полностью параллельными сторонами. Угол получаемого скоса в большой степени зависит от установленного настройкой объёма газа и скорости резки. Насыщение поверхности реза азотом отрицательно сказывается на свариваемости. Повышенное содержание азота при поверхностях реза является причиной пористости свариваемого металла.
Преимущества и недостатки плазменной резки:
Преимущества:
- Может резать все токопроводящие материалы. Газовая резка, хотя она также подходит для резки толстых металлов, ограничивается только черными металлами;
- Хорошее качество для толщины до 50 мм;
- Максимальная толщина до 150 мм;
- Может резать в воде, что приведет к уменьшению ЗТВ. Также снижает уровень шума;
- Меньший пропил по сравнению с газовой резкой;
- Более высокая скорость резки, чем при резке кислородом.
Недостатки:
- Большая ЗТВ по сравнению с лазерной резкой;
- Качество с более тонкими листами и пластинами хуже, чем при лазерной резке;
- Допуски не такие точные, как при лазерной резке;
- Не достигает такой толщины, как гидроабразивная или газовая резка;
- Оставляет ЗТВ, которой нет при гидроабразивной струе;
- Более широкий пропил, чем при лазерной резке;
- Кроме того, сам процесс довольно сложный и требует высокой квалификации оператора;
- Заготовку необходимо располагать строго перпендикулярно.
- Во время резки металла в воздух выбрасывается большое количество вредных газов.


Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
За профессиональной консультацией обращайтесь к нашим специалистам, отправьте заявку прямо сейчас!


Читайте в блоге:


Комментарии (6)
Из недостатков плазменной резки я бы отметил ПО. На нашем предприятии использовался Технотран. Однажды слетел ключ программы. Заказчик сообщил, что наша версия уже не поддерживается, и предложил купить новую программу за приличную сумму. Хорошо нашли программу в сети и смогли адаптировать ее к нашим условиям. Еще есть проблема с расходниками. Пробовали китайскими электродами резать, они стоят только на толщине листа близкого к 10 мм. Итальянские лучше, но их купить сейчас сложнее.
Особых недостатков в плазменной резки я не увидел. Вот достоинства - реально оценить можно. Я заметил, что в недостатках сравнивают с лазерной резкой... Тут конечно не поспоришь, но вот если сравнить с болгаркой)))То недостаток переходит в группу достоинства)))
Оставить комментарий
Популярные статьи





![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](/i/f/lHDFSosW9fHw-1002n-7caa4118.webp)


![Различные виды литья металлов преимущества и недостатки [Часть 1]](/i/f/Zp8MqYE5adVQ-1002n-183948a6.webp)

![Что такое отжиг? [7 видов процесса отжига]](/i/f/F7YVUHJJ4oeV-1002n-46c8879a.webp)



![Что такое нержавеющая сталь? [ Часть 2]](/i/f/fcD6qyge1EJq-1002n-5e451cbc.webp)
![Гибка листового металла - методы и советы по проектированию [часть 1]](/i/f/017dtMRcvOCk-1002n-f7847a72.webp)