Автоматизированная линия для металлообработки: как сократить затраты на 30% и более
Три человека на резке и зачистке металла обходятся предприятию в ~450 000 руб. в месяц (~ 5 400 000 руб./год) – без учета больничных, текучки и снижения качества в конце смены.
Линия из трёх ключевых станков – лазерный листорез, вакуумный погрузчик и станок для снятия грата (далее – дебур), окупается меньше чем за два года. А дальше – чистая экономия.
Мы, Stankoff.RU, рассчитали экономию для разных сценариев автоматизации. Разберём, как это работает 👇
Как это работает: шесть элементов одной линии
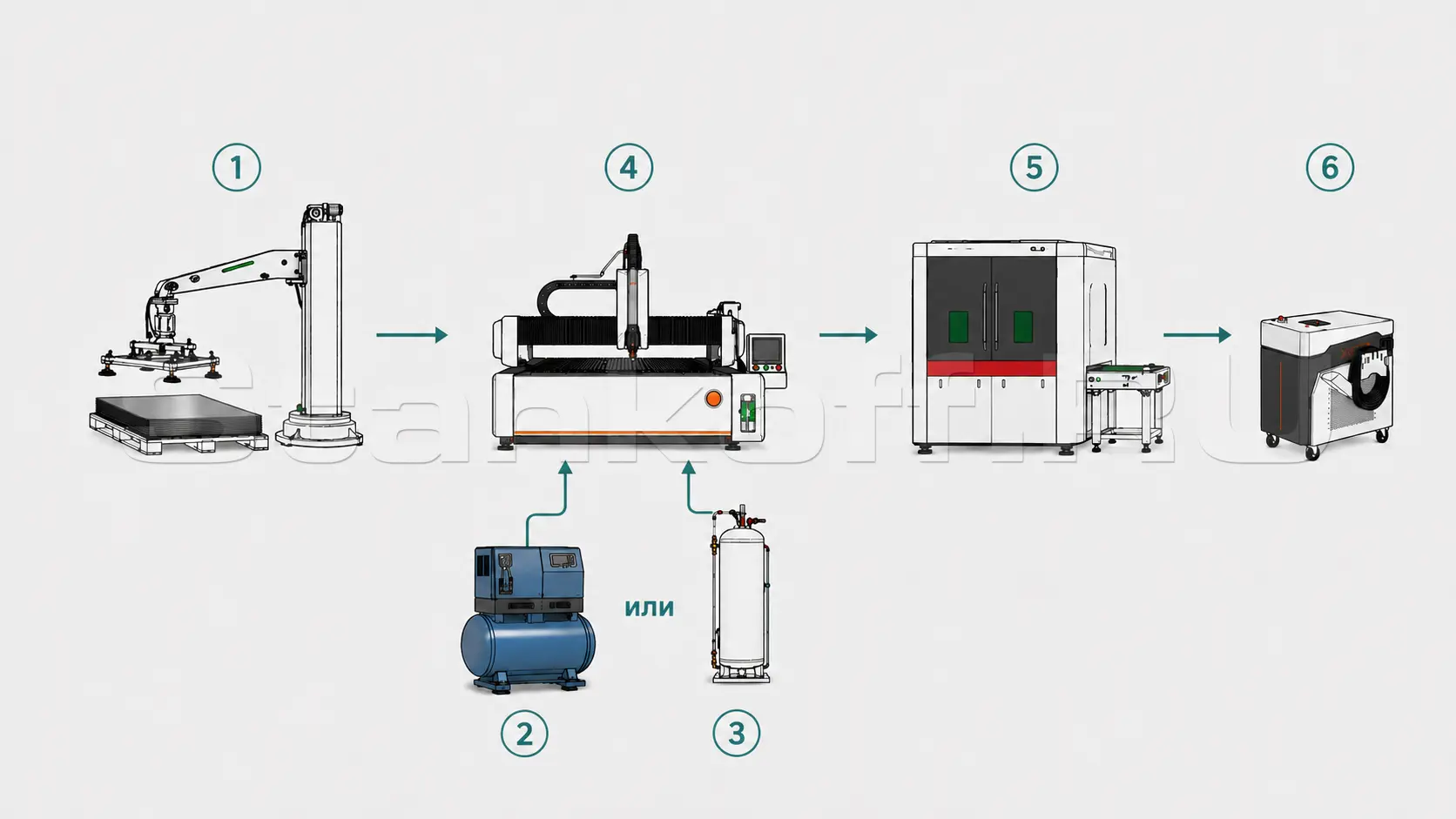
Четыре варианта линии — под любой бюджет:
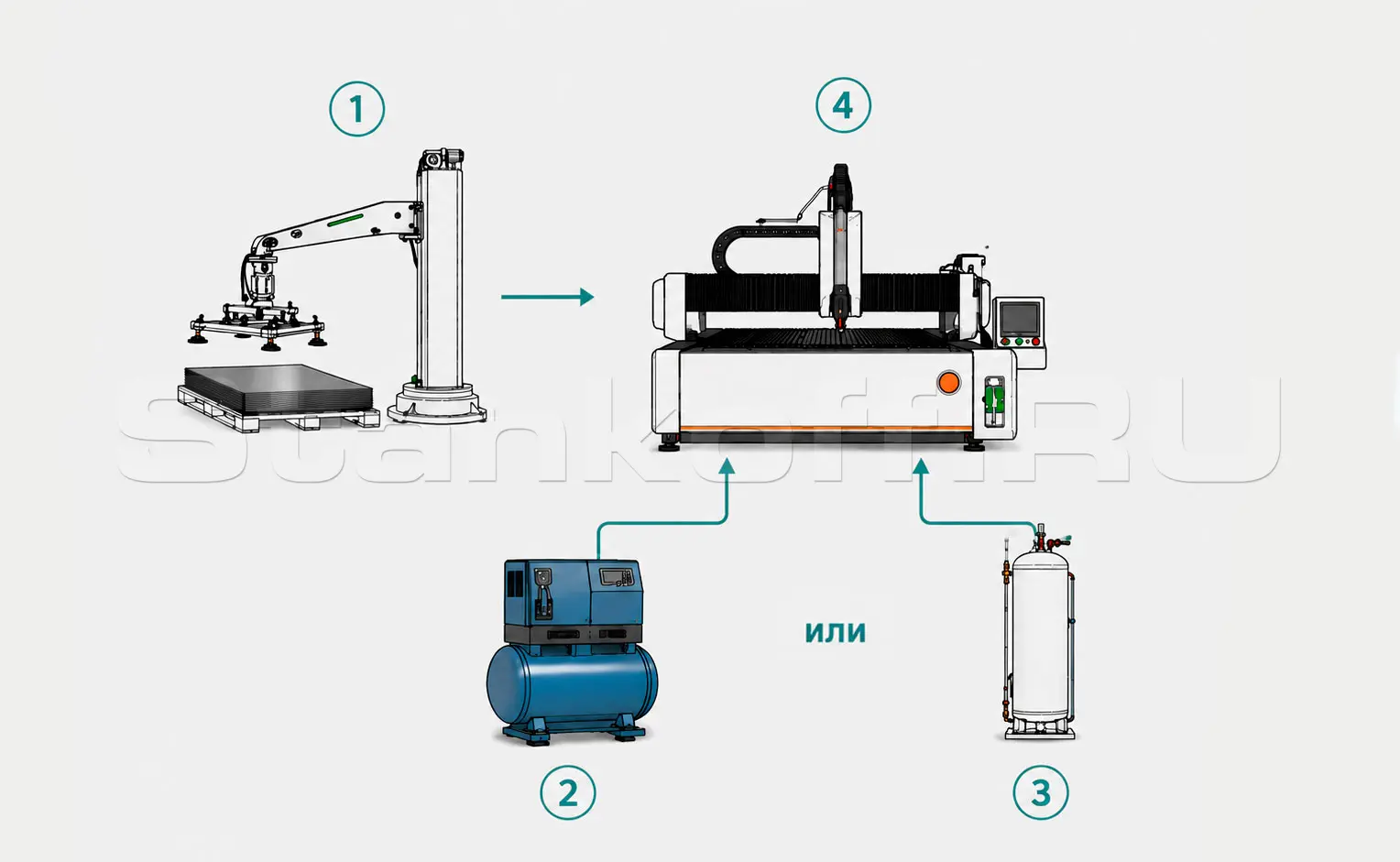
💠 Вариант 1 — Минимум вложений → криобак/компрессор + лазер. Такой сценарий избавляет от логистики баллонов и простоев из-за их окончания;
💠 Вариант 2 — Без помощника → погрузчик + криобак/компрессор + лазер. Один оператор ведёт работу самостоятельно – помощник на погрузке больше не нужен. Снижается риск повреждения оборудования и травм операторов;
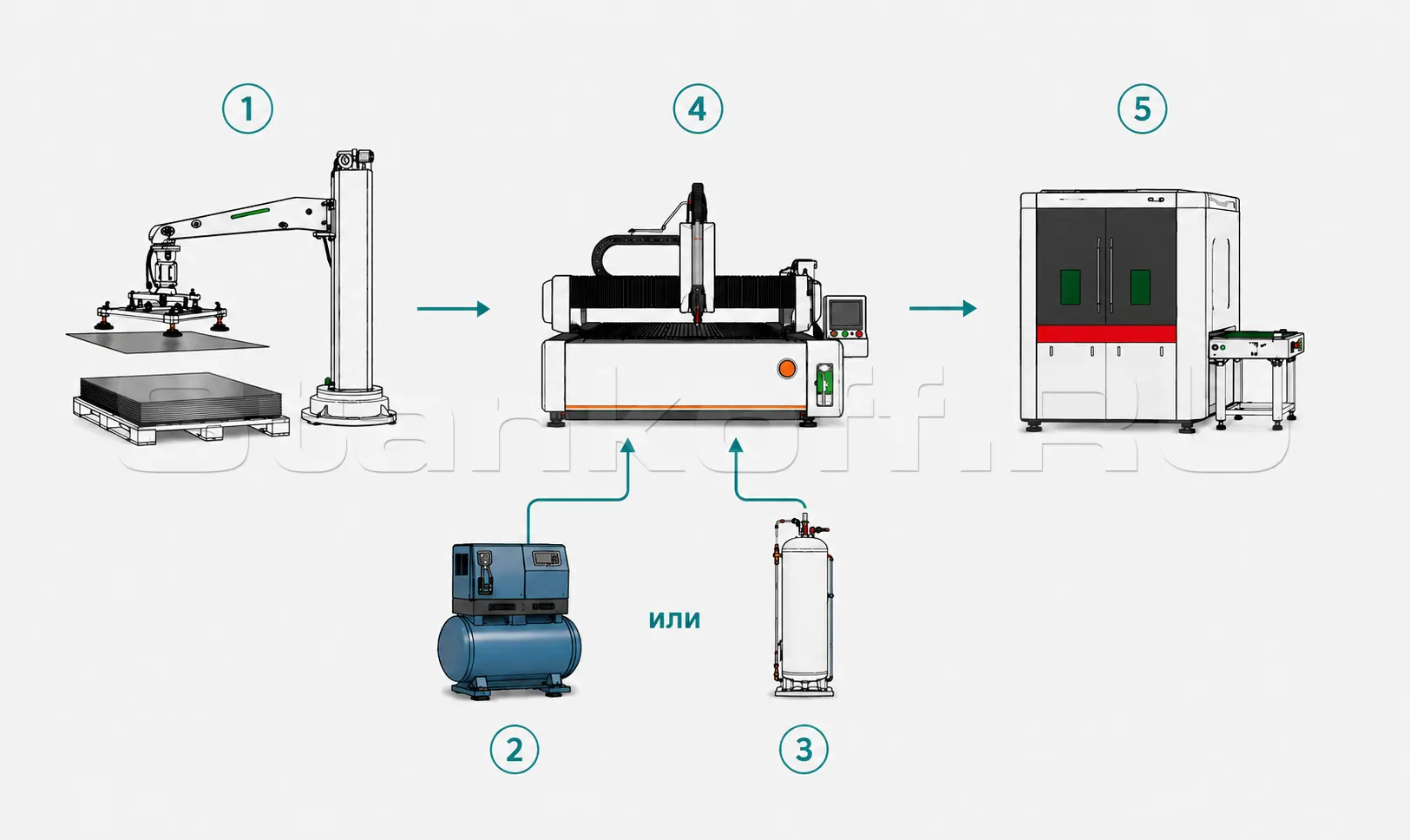
💠 Вариант 3 — Максимум экономии → погрузчик + криобак/компрессор + лазер + дебур. Один оператор закрывает весь цикл: погрузка → резка → зачистка. Максимальная экономия на ФОТ;
💠 Вариант 4 — Полная линия → погрузчик + криобак/компрессор + лазер + дебур + лазерный аппарат 4 в 1. Та же экономия, что в варианте 3, плюс чистая лазерная сварка тонких металлов без шлифовки шва.
⚪️ Вариант 1: Газовое снабжение без баллонов и логистики
- Простой станка из-за смены баллона — даже 30 минут в день × 250 рабочих дней = 125 часов простоя в год;
- Баллоны заканчиваются в самый неподходящий момент — станок встаёт;
- Затраты времени и денег на логистику: заказ, доставка, возврат пустых баллонов;
- Давление в баллонах падает по мере расхода — качество реза нестабильно в конце баллона.
Два решения — в зависимости от используемого газа:
💠 Компрессор для резки воздухом — полная замена баллонного снабжения;
💠 Криогенный газификатор (криобак) для азота или кислорода. Один криобак заменяет до 28 стандартных 40-литровых баллонов, обеспечивает стабильное давление весь цикл.
⚪️ Вариант 2: Без помощника

Лист металла 1500×3000 мм толщиной 2 мм весит около 70 кг, а толщиной 4 мм — уже 140 кг. Погрузить такой лист с паллета на станок в одиночку невозможно — нужен второй человек.
На лазере почти всегда работает один оператор. Значит, помощник отвлекается от своей задачи. Это всегда остановка другой работы. А если помощник ушёл — лазер встаёт.
Считаем потери: Погрузка вдвоём занимает от 1 до 5 минут с учётом ожидания. Возьмём среднее значение: 3 минуты. Погрузчик делает то же самое за 30 секунд. Разница — 2,5 минуты на каждый лист.
При 15 листах в смену: 38 минут потерь в день. За 22 рабочих дня: 14 часов в месяц — это 2 полноценные смены.
И это не считая:
- Риска для оборудования. За годы продаж лазерных станков мы не раз видели оборудование, повреждённое листами при ручной погрузке;
- Риска для операторов. Регулярная погрузка тяжёлых листов — это нагрузка на спину, риск травм и рост текучки;
- Повреждения материала. Листы в плёнке или нержавейку нельзя царапать о ламели стола. Без аккуратной погрузки — брак на входе.
Решение:
💠 Вакуумный погрузчик (900 000 руб.) – подаёт лист на стол за 30 секунд. Грузоподъёмность до 300 кг (листы до 3000×1500 мм). Вакуумные присоски исключают царапины и случайный захват двух листов сразу.
Никакого помощника, никаких ожиданий, никаких рисков для оборудования и операторов.
⚪️ Вариант 3: Резка + зачистка — один оператор на весь цикл

После лазерной резки детали нередко выходят с гратом. Его нужно убирать вручную. На крупном производстве этим занимается 1–3 человека постоянно.
Теперь добавим к этому то, что мы уже разбирали в шаге 1: один из этих людей периодически бросает зачистку и идёт помогать оператору грузить листы.
Итого:
- Оператор лазера — работает постоянно;
- 1–3 человека на зачистке грата — работают постоянно, один из них периодически отвлекается на погрузку.
Реальный ФОТ (на руки 100 000 руб., с налогами предприятие платит 150 000 руб.):
- 2 человека (лазер + 1 на зачистке): 300 000 руб./месяц;
- 3 человека (лазер + 2 на зачистке): 450 000 руб./месяц.
Как может быть:
💠 Погрузчик (900 000 руб.) – убирает помощника на погрузке;
💠 Лазерный станок 1,5×3 м, 3 кВт (1 850 000 руб.);
💠 Дебур (2 200 000 руб.) – два ленточно-абразивных модуля: грубая и чистовая очистка. Оператор кладёт деталь на конвейер — и возвращается к лазеру.
Итого: 1 оператор вместо 2–4 человек.
Людей на ручной зачистке нет, вместо них – дебур под управлением того же оператора.
Считаем экономию: 1 оператор × 150 000 = 150 000 руб./месяц вместо 2-4 человек = 300 000 – 600 000 руб.
Стоимость оборудования: Погрузчик (900 000 руб.) + Лазер (1 850 000 руб.) + Дебур (2 200 000 руб.) = 4 950 000 руб. (без учета газового оборудования)⚪️ Вариант 4: Лазерная сварка — чистый шов без шлифовки
- Лазерная сварка — шов гладкий, без деформации, шлифовка не нужна;
- Зачистка сварочного шва — прямо в процессе;
- Лазерная чистка — удаление ржавчины и окалины без расходников;
- Ручная лазерная резка — для финишных операций.
Минимальная деформация металла. Нет расходников (электроды, шлифкруги). Подготовка не нужна (разделка кромок и зачистка поверхности), постобработка после сварки минимальная.
💠 Полная линия: итоговая экономия

Если брать всю линию целиком, общая стоимость оборудования составит около 5 450 000 руб. При этом каждый сценарий окупается по-своему.
💠 Самый весомый по инвестициям и экономии — сценарий с погрузкой, резкой, криобаком или компрессором и зачисткой: вложения 4 950 000 руб., но и экономия на ФОТ ощутимая — от 150 000 до 300 000 руб. в месяц в зависимости от того, сколько человек сейчас занято на этих операциях.
Окупаемость — от 17 до 33 месяцев.
💠Переход на криогенное газоснабжение — самый дешёвый шаг в линии: криобак стоит 220 000 руб., а экономия на газе и логистике составляет 5 000–10 000 руб. в месяц.
Окупается за 3–6 месяцев — быстрее всего в этом списке.
💠 Лазерный аппарат 4 в 1 для сварки обойдётся от 550 000 руб. и даёт экономию 60 000–75 000 руб. в месяц за счёт снижения требований к квалификации оператора и отказа от расходников.
Окупается за 11–13 месяцев.
В сумме вся линия при максимальной экономии отбивается примерно за 15–16 месяцев, при минимальной — за 28 месяцев. После этого — чистая экономия от 215 000 до 385 000 руб. каждый месяц.*
*Расчёты приблизительные — точные цифры зависят от вашего производства, загрузки и текущих расходов.


2-х осевой вакуумный захватчик для листового металла предназначен для автоматической загрузки листов на лазерные...

 SENFENG (Китай)
SENFENG (Китай)
Мощность лазера – 3000 Вт; Ширина листа (X) – 1500 мм; Длина листа (Y) – 3000 мм.


Мощность – 15 кВт; Питание – 380 В; Производительность – 1 450 л/мин; Производительность – 1,4 м3/мин (1000 л/мин).





Ширина обработки – 1 000 мм; Мин. размер обработки – 50×50×0,8 мм; Скорость шлифовальной ленты – 2,2-11 м/сек.






Лазерный источник – 2000 Вт; Лазерный источник – Raycus.
❓ Как подобрать конфигурацию под ваш цех
Не обязательно брать всю линию сразу. Расскажите нам:
- Какие операции сейчас занимают больше всего людей и времени?
- Какой материал и толщину металла вы обрабатываете?
- Площадь цеха и планировка.
Оставьте заявку или позвоните нам. Предложим оптимальную конфигурацию за одну консультацию — от одного станка до полной линии.
Будьте в курсе первыми: подпишитесь на наш блог — там свежие новости, акции и полезное про металлообработку и лазерное оборудование:
Позвоните или оставьте заявку – подберём конфигурацию, рассчитаем стоимость и организуем доставку в любую точку России и стран ЕАЭС:




Комментарии
Оставить комментарий
Популярные статьи





![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](/i/f/lHDFSosW9fHw-1002n-7caa4118.webp)


![Различные виды литья металлов преимущества и недостатки [Часть 1]](/i/f/Zp8MqYE5adVQ-1002n-183948a6.webp)

![Что такое отжиг? [7 видов процесса отжига]](/i/f/F7YVUHJJ4oeV-1002n-46c8879a.webp)



![Что такое нержавеющая сталь? [ Часть 2]](/i/f/fcD6qyge1EJq-1002n-5e451cbc.webp)
![Гибка листового металла - методы и советы по проектированию [часть 1]](/i/f/017dtMRcvOCk-1002n-f7847a72.webp)