
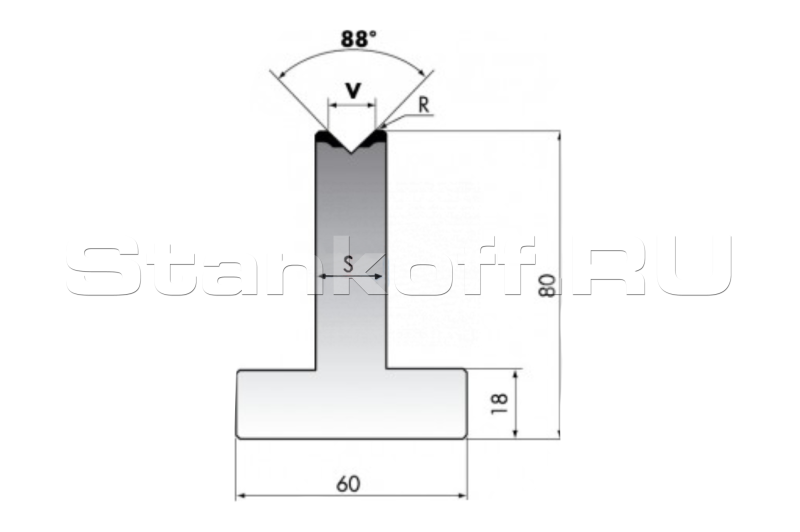
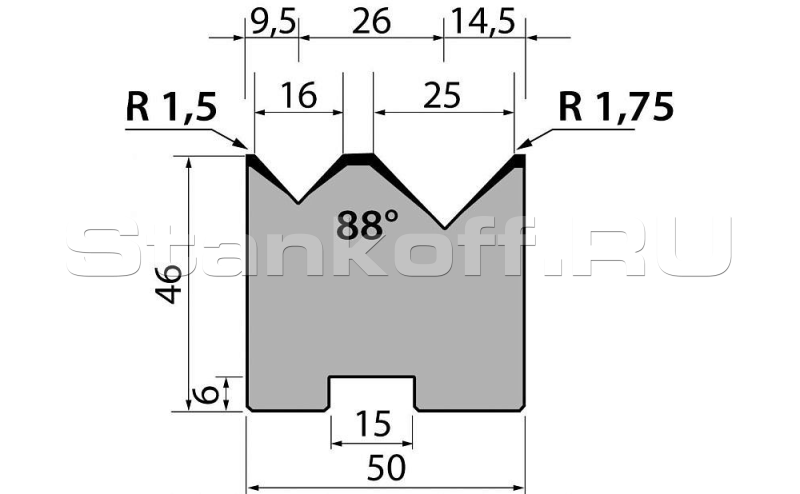
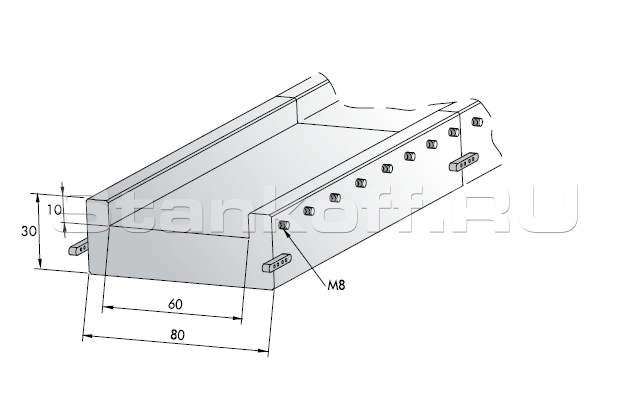
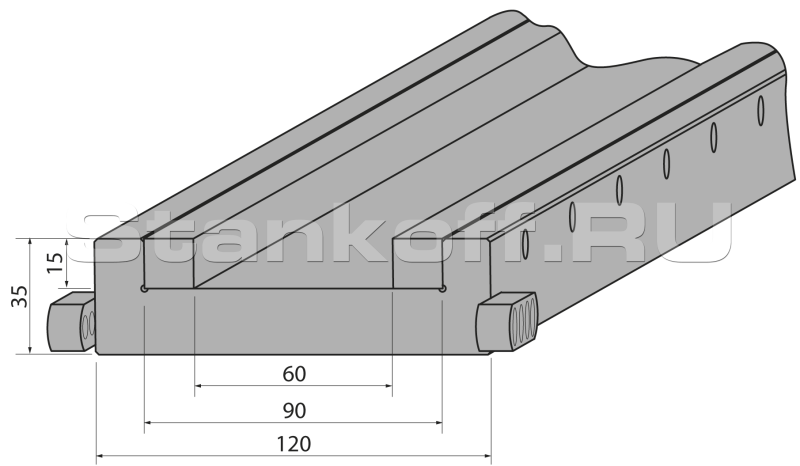
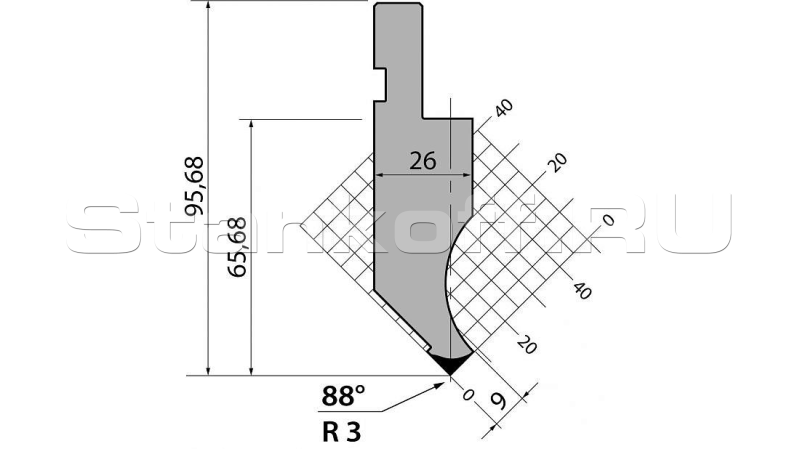
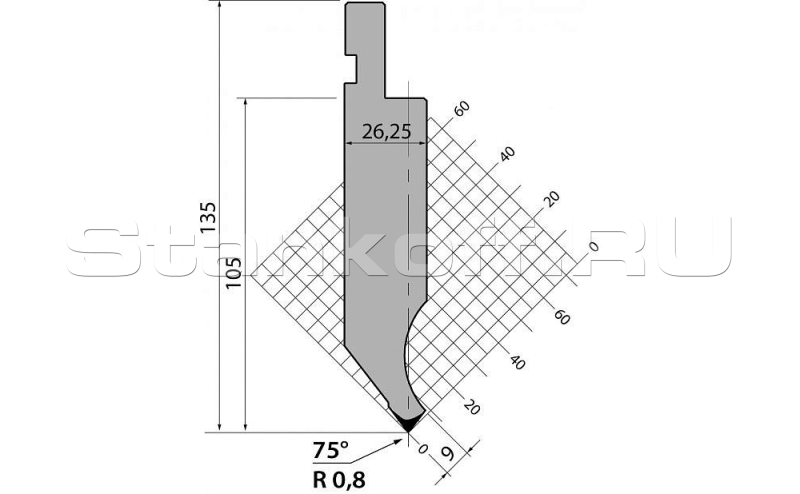
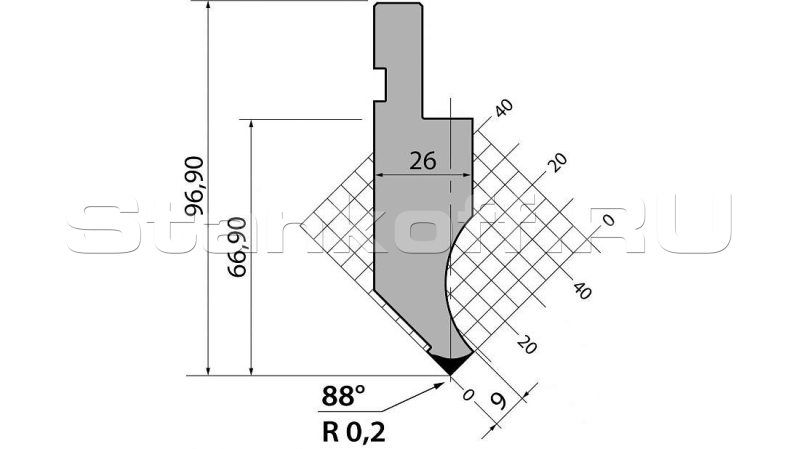
Станок укомплектован стандартным широкоуниверсальным комплектом гибочного инструмента (пуансон + матрица). Данный инструмент позволяет производить гибы с углами – от 90 и более градусов. Матрица V образная многоручьевая, для гиба разных толщин металла. Гидравлическая система ведущего мирового производителя. Автоматическая регулировка балки задних упоров по оси Х – относительно оператора...
| Артикул | Усилие, тонн | Длина рабочего стола, мм | Макс. мощность двигателя, кВт (л.с.) | Цена |
|---|---|---|---|---|
| HBM 80/2500С | 80 | 2500 | 7,5 | 1 742 266 ₽ |
| HBM 30/1600C TP10S | 30 | 1600 | 4 | |
| HBM 63/2500С TP10S | 63 | 2500 | 5,5 | 1 522 829 ₽ |
| HBM 100/3200С TP10S | 100 | 3200 | 7,5 | 2 492 102 ₽ |
| HBM 125/2500С TP10S В наличии | 125 | 2500 | 7,5 | 2 053 227 ₽ |
| HBM 125/3200С TP10S | 125 | 3200 | 7,5 | 2 713 745 ₽ |
| HBM 160/3200С TP10S В наличии | 160 | 3200 | 11 | 2 922 155 ₽ |

Гидравлические листогибочные прессы, предназначены для гибки листового металла. Операция гибки может выполняться по всей рабочей длине, либо сегментно. Применяются при производстве различных изделий из листовой стали. Практически любая отрасль машиностроения и металлообработки: машиностроение, судостроение, аэрокосмическая отрасль, производство мебели для лабораторий, медицинская техника и...
| Артикул | Усилие, тонн | Длина рабочего стола, мм | Макс. мощность двигателя, кВт (л.с.) | Цена |
|---|---|---|---|---|
| HBM 30/1600 E22 | 30 | 1600 | 3 | 707 933 ₽ |
| HBM 40/2500 E22 | 40 | 2500 | 4 | 1 179 889 ₽ |
| HBM 63/2500 E22 | 63 | 2500 | 5,5 | 1 212 970 ₽ |
| HBM 80/2500 Е22 В наличии | 80 | 2500 | 7,5 | |
| HBM 100/3200 E22 В наличии | 100 | 3200 | 7,5 | 2 016 579 ₽ |
| HBM 125/2500 E22 В наличии | 125 | 2500 | 7,5 | 1 929 725 ₽ |
| HBM 125/3200 E22 | 125 | 3200 | 7,5 | 2 712 642 ₽ |
| HBM 160/3200 E22 В наличии | 160 | 3200 | 11 | 2 646 480 ₽ |

Гидравлические листогибочные пресса серии TS – это современное гидравлическое оборудование для гибки листового металла. Серия экономичных листогибочных прессов с контроллером для простых операций гибки, не требующих специальных требований к оборудованию, или серия промышленных листогибочных прессов с большой величиной хода, просветом и зевом, обеспечивают эффективное производство простых и...
| Артикул | Усилие, тонн | Длина рабочего стола, мм | Макс. мощность двигателя, кВт (л.с.) | Цена |
|---|---|---|---|---|
| TS 30/1600 В наличии | 30 | 1600 | 4 | |
| TS 40/2000 | 40 | 2200 | 5,5 | |
| TS 40/2500 | 40 | 2500 | 5,5 | |
| TS 63/2500 | 63 | 2500 | 5,5 | |
| TS 80/2500 | 80 | 2500 | 7,5 | |
| TS 100/3200 В наличии | 100 | 3200 | 7,5 | |
| TS 125/2500 | 125 | 2500 | 7,5 | |
| TS 125/3200 | 125 | 3200 | 7,5 | |
| TS 160/2500 | 160 | 2500 | 11 | |
| TS 160/3200 | 160 | 3200 | 11 |

Гидравлический листогибочный пресс KRRASS WC 67K 63/2500 с ЧПУ Estun 21 оснащен удобным блоком управления и высокой жесткостью станины, обеспечивая стабильную и точную работу. Конструкция отличается продуманной эргономикой и высоким качеством исполнения. Оборудование оснащено европейской системой крепления инструмента Amada Promecam, обеспечивает высокую производительность и скорость...
| Артикул | Усилие, тонн | Длина рабочего стола, мм | Макс. мощность двигателя, кВт (л.с.) | Цена |
|---|---|---|---|---|
| WC 67K 63/2500 | 63 | 2500 | 5,5 |

Гидравлические листогибочные прессы с ЧПУ серии HPB предназначены для точного и эффективного сгибания листового металла с формированием различных геометрических конфигураций и профилей. Эти станки спроектированы в соответствии с современными требованиями к качеству, надёжности и технологической точности, что делает их оптимальным решением для предприятий металлообрабатывающей отрасли....
| Артикул | Усилие, тонн | Длина рабочего стола, мм | Макс. мощность двигателя, кВт (л.с.) | Цена |
|---|---|---|---|---|
| HPB 30/1600 | 30 | 1600 | 3 | |
| HPB 40/2500 | 40 | 2500 | 5,5 | |
| HPB 63/2500 | 63 | 2500 | 5,5 | |
| HPB 80/2500 | 80 | 2500 | 7,5 | |
| HPB 100/2500 | 100 | 2500 | 7,5 | |
| HPB 100/3200 | 100 | 3200 | 7,5 | |
| HPB 125/3200 | 125 | 3200 | 7,5 | |
| HPB 160/3200 | 160 | 3200 | 11 |
На сайте Станкофф.RU вы можете купить гидравлические листогибочные прессы от ведущих производителей. В наличии и под заказ более 39 моделей гидравлических листогибочных прессов по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Тенденция к преобладанию агрегатов с гидравлической системой над электромеханическим и пневматическим оборудованием обусловлена практичным и безопасным использованием листогибочных прессов, показывающих высокую надежность при эксплуатации.
Применение инновационных разработок позволило современным устройствам с гидравликой получить оснащение приборами и механизмами, обеспечивающими максимальное качество при гибке металла, делающими работу комфортной, а использование станков экономически выгодным. Цены листогибочных прессов, представленных в нашем каталоге, полностью оправдывает эффективность работы станков, способных со скоростью от 6,5 до 10 мм/сек выполнять сгибание металлических листов при изготовлении различных видов профилей и гнутых конструкций конической, прямоугольной и цилиндрической формы.
В сравнении с другими видами листогибов гидравлический станок отличает:
Агрегаты разных модификаций производят при прессовании металла усилие, которое может достигать от 160 до 2000 тонн. Использование на производстве листогибов с ЧПУ, предлагаемых нашей компанией, дает возможность намного увеличить эффективность работы и точность изготовления деталей. Станки позволяют выполнять программирование всех этапов технологического процесса и создавать элементы со сложными геометрическими формами.
Жесткая конструкция гидравлических листогибочных прессов, представленных на нашем сайте, включает корпус, закрепленный на станине с мощными упорами, приспособление для гибки и узел гидравлики. Источником энергии для оборудования является давление масла, созданное гидравлической системой. Действие кривошипно-шатунного механизма приводит в движение траверсу, создавая усилие, необходимое для обработки стали с толщиной до 3,5 мм.
Для осуществления гибки в различных режимах используются приспособления, которые крепятся к стальной балке и позволяют формировать детали разной конфигурации. Контроль за ходом траверсы выполняет комплекс электронных датчиков, размещенных по обе стороны траверсы и гарантирующих равномерность ее движения. В конструкции некоторых моделей присутствует задний упор для загиба металлической кромки, точность работы которого регулируется программированием геометрических значений.
Для того чтобы приобрести листогибочный пресс с максимально подходящими для работы параметрами, следует выполнить анализ технических характеристик станка с обязательным учетом:
Основным достоинством листогиба с поворотной балкой является способность траверсы выполнять радиальное и угловое перемещение. Особенность конструкции значительно расширяет число конфигураций при изготовлении деталей, которым может придаваться практически любая заданная форма. Устройство позволяет одновременно использовать разные виды инструментов и производить замену комплектов с минимальными временными затратами.
Процедура обработки металла на всех видах гидравлического оборудования производится с использованием единого принципа. После фиксации стальной балки в верхнем положении производится запуск двигателя, обеспечивающего движение траверсы с запланированной скоростью. Контроль за перемещением балки к нижней точке и регулировку степени оказываемой на металл нагрузки в листогибочном прессе с ЧПУ осуществляют аппаратные средства.
При максимальной близости рабочей балки к заготовке происходит снижение скорости движения и начинается непосредственный гибочный процесс. Числовое программное управление обеспечивает синхронизацию давления по всей плоскости траверсы. После деформации металла до нужных значений происходит возвращение балки на исходную позицию. Особенно важной является правильная декомпрессия материала, оказывающая влияние на качество полученного при гибе результата. Соблюдение условий выдержки металла под давлением траверсы позволяет равномерно распределить усилия и получить деталь с идеальными геометрическими формами.
Смотрите также: Промышленный шредер для переработки резины
 Отзывы о компании Станкофф
Отзывы о компании Станкофф









![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP.jpg)


![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m.webp)

![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS.jpg)



![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy.jpg)
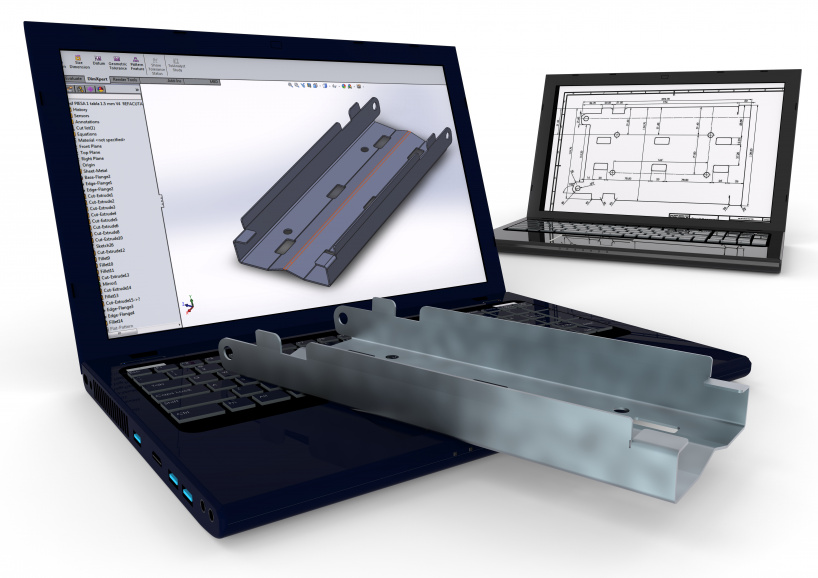
![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf.jpg)