









 Stalex (Китай)
Stalex (Китай)
Мощность двигателя, 2,25 кВт. Диаметр валов, 65 мм. Скорость вращения, 9,3 об/мин.
684 418 ₽
В наличии




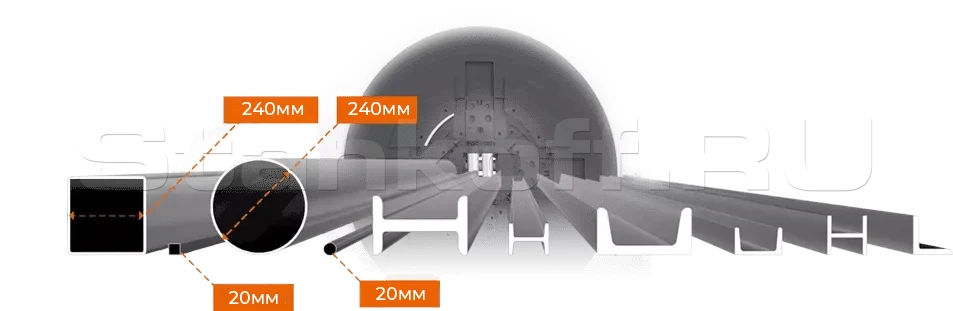
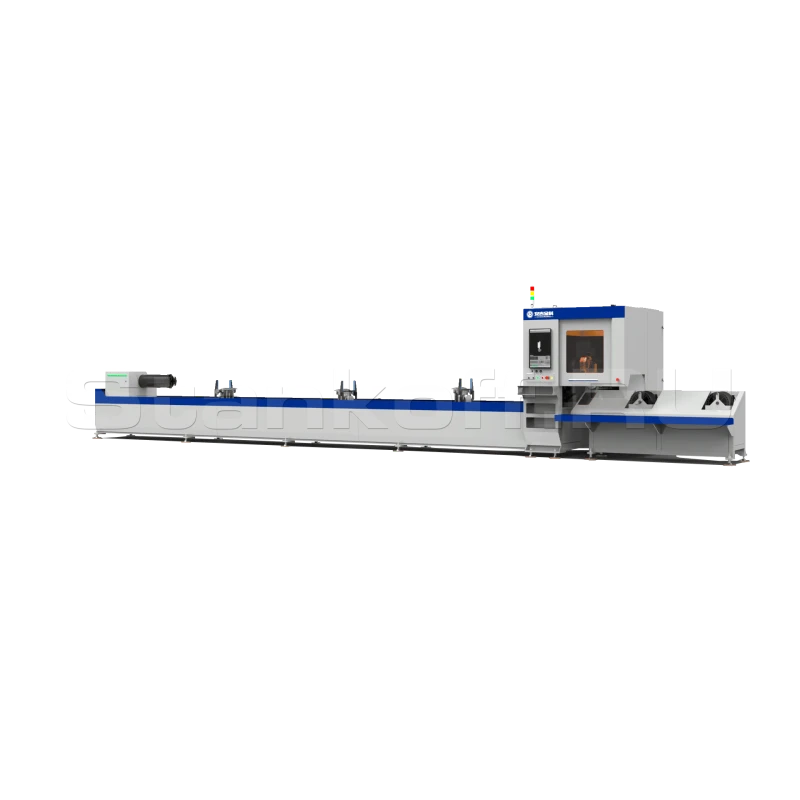
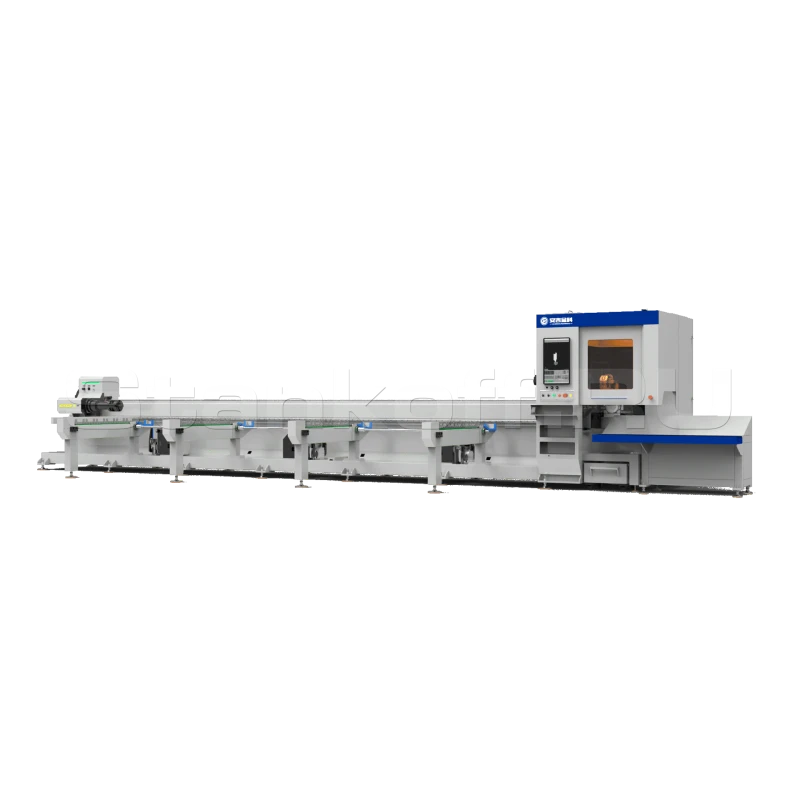
Современный станок легкой серии для резки труб из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д круглой, квадратной, эллиптической, шестигранной формы, D-образных труб, с оптоволоконным лазерным излучателем и электронной системой управления ЧПУ. Может обрабатывать трубы различных диаметром 20 - 240 мм. Широко используется во многих отраслях промышленности, связанных с металлообработкой.
Станки снабжены люнетами для поддержки труб, препятствующими их изгибу в процессе резки.
| Режущая голова с автофокусом |
BOCI (Китай) |
| Зубчатая передача «шестерня-рейка» | T-win / LAAK (Тайвань) |
| Высокоточные направляющие | Pek (Италия) / LAAK (Тайвань) |
| Сервоприводы | Fuji (Япония) |
| Редуктор | Taifu (Китай) |
| Источник излучения | IPG (Россия-Германия-США) |
| Система ЧПУ и софт | FSCUT3000DE-M, TubePro (Китай) |
| Водяное охлаждение - чиллер | Hanli / S&A (Китай) |
| Пропорциональный клапан | Aventics (Германия) |
| Электрические компоненты | Schneider (Франция) |
| Стабилизатор в подарок! |

Сварная станина из труб
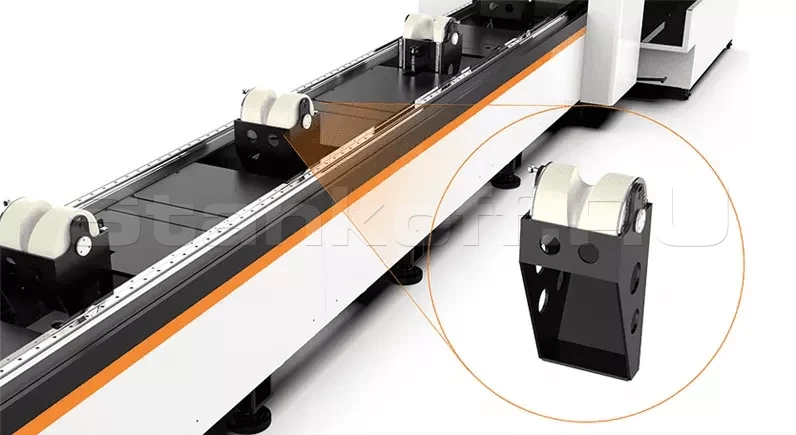
Автоматическая система поддержки трубы
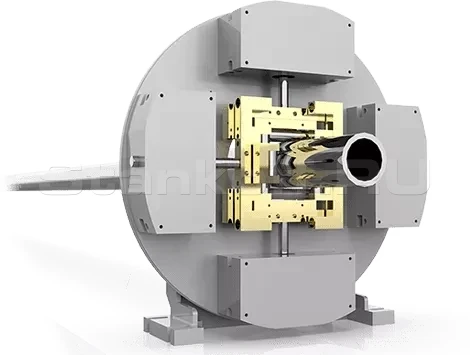
Пневматические зажимные патроны

Режущая голова с автофокусом BOCI BLT310

Лазерный источник IPG
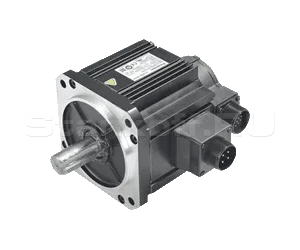
Сервоприводы Fuji

Редуктор Taifu

Зубчатая передача «шестерня-рейка» LAAK / T-Win

Высокоточные направляющие PEK / LAAK

Пропорциональный клапан Aventics

Автоматическая система смазки

Интеллектуальная система ЧПУ

Дистанционный пульт управления

Водяной чиллер




Все электрические компоненты от производителя SCHNEIDER ELECTRONIC интегрированы в стойку управления ЧПУ. Из предустановленного П.О. происходит управление лазерным комплексом, а также калибровка необходимых узлов перед запуском в работу оборудования.
Программное обеспечение TubePro имеет простое управление, ориентированное на пользователя. Реализованы функции, существенно упрощающие и оптимизирующие процесс раскроя. Это такие функции как:
Режимы прожига, гравировки и резки настраиваются оператором по отдельности до начала резки. Оператору не придется останавливать процесс обработки материала, чтобы перенастроить станок и ввести новые установки, т.к. переключение между режимами происходит автоматически, что увеличивает производительность раскройного комплекса.
Для получения качественных острых и прямых углов мощность лазерного излучения автоматически регулируется в зависимости от скорости передвижения оптической головки. При нулевой скорости движения оптической головки (в момент остановки на углу) выходная мощность излучения равняется минимальной мощности, заданной в настройках, что предотвращает выгорание углов.
Для указанных в библиотеке материалов ПО TubePro производит автоматический расчет времени обработки деталей, полезного использования материала, количества деталей; стоимости одного часа резки, одного метра реза, одной пробивки. Полученные данные существенно упрощают расчет стоимости отдельных деталей и сборок, например, при резке сторонних заказов и расчете себестоимости продукции и отходов.
Функция перемещения прыжками в процессе резки, функция обратной резки, позволяющая вернуться к не прорезанному участку в случае нарушения условий процесса, линейная /круговая интерполяция и функция компенсации ширины реза, функция автоматического или ручного комбинирования.
Во встроенной библиотеке материалов хранятся рекомендуемые настройки станка под определенный материал. Есть функция создания новых материалов. При выборе материала из библиотеки происходит автоматическая загрузка параметров в модули станка. Таким образом, вы избавляетесь от необходимости рутинного ввода различных значений и экономите своё время, повышая производительность.
Функция дистанционной диагностики неисправностей систем станка позволяет свести к минимуму время простоя станка и исключить выездные расходы в случае решения сервисных вопросов, связанных с неправильной настройкой оборудования.
Следует выделить ряд преимуществ П.О:
Автоматическая оптимизация задания раскроя включает в себя ряд автоматических функций П.О:
Данная технология оптимизирует обработку тонких металлов. Система осуществляет раскрой не отдельными объектами, а распознает все контуры, лежащие на одной прямой и после режущая голова в высоком темпе проходит всю трубу по определённой прямой. Данная функция значительно экономит время обработки при перфорации трубы.
Позволяет разместить, максимально-необходимое количество деталей на обрабатываемой трубе, также учитывается параметр минимизации отходов. Таким образом, экономится время на подготовке задания. Также опция высчитывает время обработки данного задания. Это позволяет точно высчитать себестоимость готового изделия.
Обеспечивает расстановку охлаждающих точек по контуру детали для предотвращения перегрева обрабатываемой поверхности и облоя в зоне реза. Данная функция актуальна для раскроя металла на низких скоростях, углах и мелких элементах.
Автоматическое размещение перемычек по контуру раскроя. Благодаря данной опции готовое изделие не выпадает после раскроя, а также предотвращает разворот детали перпендикулярно заготовке. Актуально для изготовления декоративных деталей из нержавеющей стали, где царапины недопустимы.
Также доступны функции компенсации толщины лазерного луча, для достижения абсолютно- точных размеров изготавливаемой продукции. Возможность выставлять точки вреза вне контура обработки заготовки под произвольным углом и на разных расстояниях, как в автоматическом так и в ручном режимах.
Управление координатной системой обеспечивается как со стойки ЧПУ, так и с помощью беспроводного пульта, что значительно облегчает позиционирование режущей головы по отношению к заготовке, а также упрощает работу оператора станка.
Режущая головка сохраняет постоянное расстояние с заготовкой в процессе резания, это снижает риск столкновений. Станок перестанет резать при малейшем столкновении с препятствием. Это снижает уровень аварийности и улучшает производительность резания.
Сигналы со всех узлов, имеющих обратную связь, поступают на интерфейс через центр управления, когда оборудование работает с ошибкой, и по коду ошибки можно определить неисправность.
| Круглые трубы | ||||||
| Диаметр труб | φ20-φ50 | φ50-φ120 | φ120-φ220 | |||
| Мощность источника | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь |
| 1000 Вт | 3 мм | 3 мм | 4 мм | 3 мм | 6 мм | 4 мм |
| 1500 Вт | 4 мм | 4 мм | 6 мм | 4 мм | 8 мм | 4 мм |
| 2000 Вт | 8 мм | 6 мм | 12 мм | 6 мм | ||
| 3000 Вт | 10 мм | 8 мм | 12 мм | 6 мм | ||
| 4000 Вт | 12 мм | 10 мм | 14 мм | 10 мм | ||
| Профильные трубы | ||||||
| Диаметр труб | φ20-φ50 | φ50-φ100 | φ100-φ150 | |||
| Мощность источника | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь | Черная сталь | Нержавеющая сталь |
| 1000 Вт | 3 мм | 2 мм | 3 мм | 2 мм | 6 мм | 3 мм |
| 1500 Вт | 4 мм | 3 мм | 4 мм | 3 мм | 8 мм | 4 мм |
| 2000 Вт | 6 мм | 4 мм | 12 мм | 4 мм | ||
| 3000 Вт | 8 мм | 4 мм | 12 мм | 6 мм | ||
| 4000 Вт | 10 мм | 6 мм | 14 мм | 6 мм | ||
| Название | Расход, шт./месяц | Срок службы, моточасы |
| Сопло | 1-2 | 500 |
| Защитное стекло | 2 | 500 |
| Фокусирующая линза | 0,1 | 1500-2000 |
| Материал | Толщина | Диаметр сопла |
| Углеродистая сталь | 1 - 6 мм | 1,4 мм |
| 6 - 10 мм | 2 мм | |
| Нержавеющая сталь | 1 - 3 мм | 1,5 мм |
| 3 - 4 мм | 2 мм | |
| 5 - 6 мм | 2,5 мм |
| Тип газа | Качество | Чистота газа,% | Содерж-е азота и аргона(N2 +Ar),‰ | Содерж-е воды (H2O),‰ |
| Кислород O2 | 3,5 | ≥99,95 | ≤500 | ≤5 |
| Тип газа | Качество | Чистота газа,% | Содерж-е кислорода(O2),‰ | Содерж-е воды (H2O),‰ |
| Азот N2 | 4,5 | ≥99,995 | ≤10 | ≤5 |
| Азот N2 | 5 | ≥99,999 | ≤3 | ≤5 |
| Электричество | Напряжение тока: 380V Частота: 50 Гц Стабильность напряжения + 5% Регулирование напряжения: <2% |
| Вспомогательный газ | Очищенный сухой сжатый воздух: Кислород (O2) особой чистоты и Азот (N2) чистотой не менее 99,9% |
| Прибор для сжатия воздуха | Давление 14 бар Объем 1 м³ |
| Температура | Диапазон температур в пределах 15-35°C. Компоненты системы не должны подвергаться воздействию прямых солнечных лучей. В случае тропических климатических условий или если температура на рабочем месте поднимается выше 35°С, рекомендуется размещать оборудование в помещении с кондиционером. |
| Влажность | Температура точки росы воздуха должна быть менее 10° для предотвращения процессов конденсации в охлажденных частях машины. |
| Фундамент | Фундамент для станка должен быть ровным и без вибраций |
| Листовой металл | Однородный, ровный и чистый |
экономия энергии и экологичность. Коэффициент фотоэлектрического преобразования составляет 25% — 30%. Расход электроэнергии составляет 20%—30% от общего расхода станка с СО2 лазерами. Волоконная линия передачи не требует отражающей линзы, тем самым снижая расходы на техобслуживание и текущий ремонт;
в соответствии с современными требованиями эргономики. Компактная конструкция, легко адаптируемая к производственным требованиям. Все установки спроектированы с помощью CAD, CAM и CAE – это технологии, состоящие в использовании компьютерных систем для анализа геометрии, моделирования и изучения поведения продукта для усовершенствования и оптимизации его конструкции;
для чертежей резки с автоматически регулируемой скоростью подачи и выходной мощностью для каждого изготавливаемого с помощью ЧПУ изделия;
высокая скорость резки, качественный рез, быстрая перенастройка на различные толщины;
простая и безопасная система смены сопел с сохранением центрирования луча, быстрая замена защитного стекла, автоматический контроль высоты резки, система аварийного оповещения;








| Лазерный источник | |
| Мощность лазера, Вт | 2000 |
| Источник излучения | IPG |
| Длина волн, Нм | 1080 |
| Параметры обработки | |
| Диаметр круглых труб, мм | 20 – 220 |
| Стороны обработки квадрата, мм | 15 – 155 |
| Максимальный размер уголка, мм | 240 |
| Максимальный размер швеллера, мм | 240 |
| Минимальный остаток по трубе, мм | 100 |
| Максимальный вес труб, кг | 200 |
| Толщина резки (нерж. сталь), мм | 6 |
| Толщина резки (углерод. сталь), мм | 12 |
| Исполнение | |
| Тип патрона | Пневматические |
| Количество патронов, шт | 2 |
| Диаметр патрона, мм | 240 |
| Тип станины | Сварная из труб |
| Крепление патрона к станине | Горизонтальное |
| Наклонная голова | Нет |
| Внешнее исполнение | Открытое |
| Скоростные характеристики | |
| Макс. скорость вращения патронов, об/мин | 100 |
| Ускорение, G | 1 |
| Мощность сервоприводов по оси X, Вт | 1100 |
| Мощность сервоприводов по оси Y, Вт | 2000 |
| Мощность сервоприводов по оси Z, Вт | 400 |
| Мощность сервоприводов по оси W2, Вт | 2400 |
| Точность позиционирования (X, Y, Z), мм | ±0,03 |
| Точность повторного позиционирования (X,Y,Z), мм | ±0,03 |
| Программно-аппаратные характеристики | |
| Программное обеспечение | Cypcut; TubePro |
| Совместимое программное обеспечение | AutoCad; CATIA; Inventor; SolidWorks; КОМПАС-3D |
| Поддерживаемые графические форматы | IGS |
| Компьютер | HUATAI |
| Монитор | DAWEi |
| Диагональ монитора, дюйм | 18,4 |
| Электропитание | |
| Напряжение, В | 380 |
| Частота напряжения, Гц | 50 |
| Потребляемая мощность, кВт | 20 |
| Габаритные параметры | |
| Габариты, мм | 9100 × 1400 × 2500 |
| Вес нетто, кг | 2650 |
Ваш отзыв поможет другим сделать выбор. Спасибо, что делитесь опытом!
Вопросов пока нет. Будьте первым!
 XTC-T220/2000 Raycus в Новочебоксарске
XTC-T220/2000 Raycus в Новочебоксарске
 Топ-6 станков для повышения эффективности металлообрабатывающего цеха
Топ-6 станков для повышения эффективности металлообрабатывающего цеха
 Оптоволоконные лазерные станки — высокая точность и повторяемость!
Оптоволоконные лазерные станки — высокая точность и повторяемость!
 Лучшие типы станков для нового металлообрабатывающего бизнеса: Топ 7
Лучшие типы станков для нового металлообрабатывающего бизнеса: Топ 7
 XTC-T220/2000 Raycus в Магнитогорске
XTC-T220/2000 Raycus в Магнитогорске
 OR-TG 6035/3000 Raycus в Боре
OR-TG 6035/3000 Raycus в Боре
Отправка заказов в регионы России осуществляется рядом транспортных компаний. Доставка в регионы оплачивается покупателем в соответствии с тарифами компании, осуществляющей перевозку. Доставка оплачивается покупателем при получении груза в транспортной компании. Для оформления доставки потребуются ваши паспортные данные.
Транспортные компании:








Если покупка товаров совершается юридическим лицом, то оплата производится по счёту, выставленному менеджером:
Выберите понравившийся товар. Сообщите менеджеру, что хотите приобрести этот товар в лизинг.
Основные условия лизинга оборудования:
Оплата заказа по выставленному менеджером счёту. Возможны два варианта:
Оплатить счёт можно двумя способами:
Только для физических лиц. При оплате наличными предоставляются кассовый и товарный чеки.
Оплата банковскими картами осуществляется через АО «АЛЬФА-БАНК».

К оплате принимаются карты VISA, MasterCard, МИР.


Внешний вид товара может отличаться от фотографий на сайте. Несовпадение внешнего вида и комплектности реального товара с фотографиями на сайте не является показателем ненадлежащего качества товара.
Информация о товаре, его технических характеристиках и комплектации приводится в соответствии с общедоступными источниками информации. Технические характеристики и комплектация товара могут быть изменены производителем без предварительного уведомления. Уточняйте важные для Вас параметры у наших менеджеров.
 Stalex (Китай)
Stalex (Китай)
Мощность двигателя, 2,25 кВт. Диаметр валов, 65 мм. Скорость вращения, 9,3 об/мин.

 Stalex (Китай)
Stalex (Китай)
 OSTAS (Турция)
OSTAS (Турция)
 Stalex (Китай)
Stalex (Китай)
 Stalex (Китай)
Stalex (Китай)
 Stalex (Китай)
Stalex (Китай)
 OSTAS (Турция)
OSTAS (Турция)
 OSTAS (Турция)
OSTAS (Турция)
 OSTAS (Турция)
OSTAS (Турция)
 OSTAS (Турция)
OSTAS (Турция)
CypNest — программное обеспечение для автоматизированного раскроя листового металла. Разработано для систем лазерной...

TubesT — лицензированное программное обеспечение, разработанное для лазерной резки труб. Программа позволяет...












 Ресанта (Латвия)
Ресанта (Латвия)
 Ресанта (Латвия)
Ресанта (Латвия)
 Ресанта (Латвия)
Ресанта (Латвия)
 Ресанта (Латвия)
Ресанта (Латвия)








 XTLASER (Китай)
XTLASER (Китай)




 AnJi Jinke Machinery (Китай)
AnJi Jinke Machinery (Китай)





 AnJi Jinke Machinery (Китай)
AnJi Jinke Machinery (Китай)




 AnJi Jinke Machinery (Китай)
AnJi Jinke Machinery (Китай)
