
В настоящее время технология лазерной резки CO2 является наиболее распространенной и всемирно используемой технологией производства и обработки, применяемой в судостроении.
Скорость резки широко используемого СО2-лазера мощностью 5 ~ 6 кВт хуже, чем у плазмы, что не может соответствовать современным требованиям судостроительной промышленности по скорости и эффективности. Стоимость оборудования и затраты на обслуживание высоки, отдача мала, данное оборудование не может удовлетворить потребности судостроительной промышленности.
В настоящее время есть некоторые новые разработки в смежных технологиях резки и обработки.
Примечание: данная статья является переводом.
Эффект лазерной резки СО2 лазером мощностью 4 кВт
Оптоволоконные лазеры также быстро развиваются. Их высокая мощность, отличное качество луча, высокая эффективность электрооптического преобразования, малый объем при той же мощности, а передача по оптическому волокну обеспечивает лучшую работоспособность.
А комплексные преимущества практически необслуживаемой высокой надежности бросили вызов традиционной (CO2 ) лазерной резке.
По мере постоянного улучшения эффекта резки толстых листов волоконным лазером многие производители оборудования для резки ввели или готовятся ввести в эксплуатацию волоконные лазеры.
Некоторые университеты, институты и ученые изучают эффект резки волоконными лазерами.
Например: в исследовательском институте по атомной энергии в Южной Кореи был использован волоконный лазер мощностью 6 кВт для изучения эффективности резки высокоскоростными волоконными лазерами пластин из нержавеющей стали. Максимальная скорость резки может достигать 72 мм в минуту. Волоконный лазер может разрезать лист нержавеющей стали толщиной 60 мм с отличной формой среза и шириной кромки, как показано на рисунке.
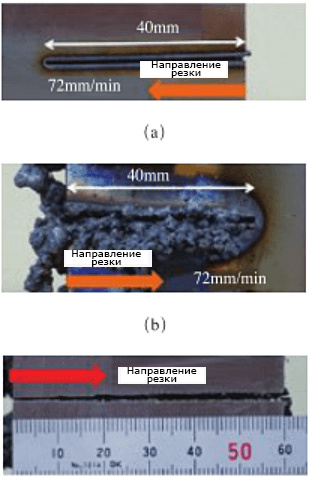
Скорость резки листа нержавеющей стали толщиной 60 мм
Профессор машиностроения, университета Турку в Финляндии, Антти Салминен использовал волоконный лазер мощностью 5 кВт для выполнения лазерной резки в инертном газе 10-мм пластин из нержавеющей стали и 4-мм алюминиевых пластин. Было изучено влияние мощности лазера, скорости резки, положения фокуса и давления вспомогательного газа на производительность и качество резки.
Максимальная скорость резки была определена при различных мощностях лазера, и было изучено сочетание различных параметров резки для оптимизации эффекта резки и получения высококачественных срезов.
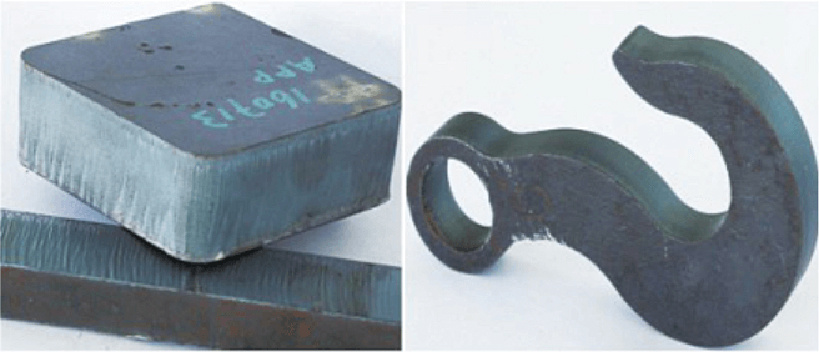
Параметр мощности лазера составляет 4 кВт, скорость резки 1 м в минуту, а эффект резки листа нержавеющей стали толщиной 10 мм азотом 2 МПа показан на рисунке.

Пластина из нержавеющей стали толщиной 10 мм разрезанная лазером мощностью 4 кВт, скорость резки 1 м/мин, защитный газ азот 2MPa.
Выходная мощность волоконного лазера на пластине из нержавеющей стали толщиной 10 мм при мощности лазера 4 кВт, скорости резки 1 м/мин и давлении азота 2 МПа уже достигла 50 кВт. Однако в настоящее время основное внимание при разработке по-прежнему уделяется лазерам мощностью 1-4 кВт, и на их основе разрабатываются лазеры мощностью 10 кВт.
Индустриализация лазерного оборудования была осуществлена, и проблемы резки и сварки в судостроении, аэрокосмической промышленности и автомобилестроении были решены.
В то же время, чтобы адаптироваться к современным требованиям раскроя металла и окружающей среде, технология лазерной резки в полной мере используется в судостроительной промышленности. Она сочетается с роботами, образуя роботизированные системы резки.
С 2000 года такие робототехнические компании, как KUKA в Германии, ABB в Швейцарии и FANUC в Японии, разработали серию лазерных роботов и роботов для лазерной резки.
Сочетание робототехники и лазерных технологий является основной тенденцией, используемой в настоящее время в судостроении и во всей обрабатывающей промышленности.
Как упоминалось ранее, качество лазерной резки имеет очевидные преимущества и широко продвигается в автомобильной промышленности, производстве листового металла, машиностроении и других областях.
В настоящее время крупные судостроительные компании, используют лазерную резку для обработки листов для строительства в судостроительной промышленности.
Но, объективно говоря, в отечественном судостроении лазерная резка не доминирует. К основным причинам относятся:
Согласно текущему состоянию отрасли, с постепенной заменой традиционных методов резки на лазерную и усовершенствованием лазерного оборудования, технология лазерной резки постепенно будет широко использоваться в судостроительной промышленности. Основные причины включают:
1) Стоимость
Одной из наиболее острых проблем в судостроительной отрасли является сокращение затрат. В настоящее время традиционные процессы обработки, как правило, включают в себя: ввод команд + газовая или плазменная резка + искусственное удаление заусенцев + обрезка листа + сверление и т. д. Включают около 5 процессов + 4-кратную обработку деталей. Этот процесс является относительно сложным и дорогостоящим;
Если вместо этого используется лазерная резка, процесс может быть упрощен до: ввод команд + лазерная резка (лазерная резка + лазерное снятие фасок + лазерное сверление), при этом сокращаются временные затраты, трудозатраты и т.д.
2) Гибкость и интеллектуальность лазерного оборудования постепенно адаптируются к развитию судостроительной промышленности
В последние годы произошел прорыв в уровне интеллекта крупного лазерного оборудования. Различные виды оборудования, основанные на сочетании станков с ЧПУ и роботов, имеют множество модульных и интеллектуальных практических технологий. Например, интеллектуальная производственная линия Nantong COSCO Kawasaki может адаптироваться к производственным системам в сложных ситуациях. Это обеспечивает хорошую адаптацию к сегментированному производству, работе на открытом воздухе и сложным производственным условиям судостроительной промышленности.
В дополнение к оборудованию, процесс в конечном итоге определяет эффект от использования. Поэтому научно-технический персонал завершает сбор и анализ информации о процессе путем мониторинга и управления процессом механической резки в режиме реального времени.
Одновременная интеграция нескольких энергетических полей и процессов, важное средство для достижения хорошего результата, за счет улучшения эффекта лазерной резки, упрощая процесс резки, сокращая период строительства и стоимость.
3) Развитие оптоволоконных лазеров позволило снизить затраты на оборудование и техническое обслуживание
По мере быстрого развития технологии производства мощных волоконных и полупроводниковых лазеров, а также повышения уровня соответствующих технологий обработки, высокоэффективные, энергосберегающие и точные характеристики резки волоконных и полупроводниковых лазеров отвечают требованиям рынка и соответствуют текущему направлению развития технологий.
Ввиду особых требований к режущему станку для обработки кормового листа судна и разнообразия форм, используемых при обработке корпусной конструкции, актуальными являются оптимизация конструкции лазерной режущей головки, разработка методов контроля вращения и систем управления.
В то же время уделяется внимание исследованию применения роботов для достижения контроля траекторий резки, высокоточной резки и беспилотной автоматической работы для повышения качества и эффективности операций.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Лазерная резка толстых пластин: методы и навыки отладки процесса» и «Насколько точна оптоволоконная лазерная резка?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 25
25
Оптоволоконный станок для резки металла XTC-1530H/3000 Raycus/Reci
Рабочая зона – 1500х3000 мм; Источник – Raycus/Reci; Мощность лазера – 3 000 Вт; Резка нержавеющей стали до 10 мм, углеродистой стали до 20 мм.
 11
11
Высокомощный оптоволоконный лазерный станок XTC-2060G/12000 Raycus
Рабочая зона – 2000х6000 мм; Источник – Raycus; Мощность лазера – 12 000 Вт; Резка нержавеющей стали до 50 мм, углеродистой стали до 50мм.
 7
7
Оптоволоконный аппарат лазерной сварки металла XTW-2000Q/Raycus
Мощность лазера 2000 Вт. Лазерный источник Raycus.
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...

![Какой мощности необходим лазерный станок для производства металлоконструкций? [Часть 3]](https://www.stankoff.ru/files/blog/1KHxhdC3mIEnhicEvQUpUrhbArPr5YpTZK01LvkF.jpg)

![Обработка древесины на станках с ЧПУ [Часть 2]](https://www.stankoff.ru/files/blog/QtmMYHyzmStlsGY46QYu0yvT4Ez5ssOctUC9iaGz.jpg)

![Ремонт лазерно-гравировального станка с ЧПУ LM 2030 [замена трубки излучения]](https://www.stankoff.ru/files/blog/PpV6mRv2fcR7mQBSAsjWvNSVKAKZiVTv2uYzS9Zc.jpg)
 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!