
Производство оконных блоков из клееного бруса — это не просто процесс обработки древесины, а настоящее искусство, сочетающее точную механику, высокотехнологичное оборудование и внимание к каждой детали. Оконные блоки из клееного бруса отличаются высокой прочностью, устойчивостью к деформациям и долговечностью. В данной статье мы рассмотрим все этапы производства оконных блоков из клееного бруса, а также обсудим необходимые для этого станки.
На первом этапе заготовки проходят обработку на высокоточном четырехстороннем деревообрабатывающем станке. Это позволяет добиться стабильного сечения с точными геометрическими параметрами и качеством поверхности до 200 мкм. Такая точность закладывает прочную основу всей конструкции окна, обеспечивая высокую точность сборки и минимальные отклонения на следующих этапах.

Количество шпинделей, шт - 5 Максимальная рабочая ширина, мм - 25-210 Максимальная рабочая толщина, мм - 8-140 Длина рабочего стола, мм - 1970 Скорость подачи, м/мин - 6-36
На торцовочном станке выполняется раскрой бруса по заданным размерам с учетом технологического припуска. Это обеспечивает точное соответствие геометрии будущих створок и коробок. Благодаря точной торцовке снижается количество отходов и гарантируется плотное прилегание деталей при сборке.

Предназначен для поперечной и угловой распиловки (торцовки) досок, брусков и щитов, а также вырезки дефектных мест. Пила с электродвигателем крепится на каретке, которая обеспечивает перемещение пилы параллельно над плоскостью стола. Пильная каретка располагается на колонне и имеет возможность поворота в горизонтальной плоскости для углового пиления. Станок снабжен защитой пилы, позволяющей устанавливать необходимую глубину пропила и поворотным узлом, позволяющим изменять угол наклона пилы в плоскости перпендикулярной плоскости стола от 0 до 90 градусов.
116 000 ₽
С помощью шипорезного станка на брусьях формируются прочные соединения "шип–проушина". Это критически важный этап, обеспечивающий надежность и долговечность всей конструкции. Точная подгонка исключает перекосы, повышает прочность рам и снижает риск деформаций в процессе эксплуатации.

Станок предназначен для формирования (зарезки) зубчатого шипа на торце заготовки (деревянного бруса) для дальнейшего сращивания по длине в автоматическом режиме. Станок представляет собой цельносварную пространственную конструкцию из профилей коробчатого типа. Масса и жесткость такой конструкции обеспечивают отсутствие вибраций в процессе работы, что обеспечивает высокое качество нарезанного шипа. Смещение на полшага при нарезании ответной части шипа происходит поднятием шпиндельного узла, оператор имеет возможность регулировать высоту смещения.
Фрезеровка внешнего и внутреннего профиля створок и коробки выполняется с высокой точностью. Также изготавливаются штапики для последующего монтажа стеклопакета. Профилирование задаёт не только функциональные параметры оконного блока, но и его визуальные характеристики — форму, глубину, стиль.
Вертикальные и горизонтальные элементы створок и коробки соединяются на шип с использованием сборочных вайм. Контролируется точность углов, симметрия конструкции и прочность соединения. На этом этапе формируется основа окна, и качество сборки напрямую влияет на долговечность и герметичность изделия.
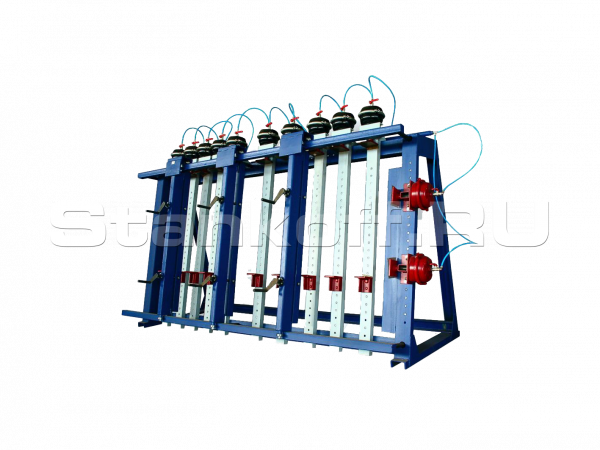
Станок предназначен для склеивания мебельных щитов и рамных конструкций, таких как дверные полотна, коробки и мебельные фасады. Вайма имеет прочную сварную конструкцию рамного типа, на которую устанавливаются вертикальные навески, а также пневматические фронтальные прижимы и боковой упор. Рабочая зона оборудования легко настраивается за счёт перемещения вертикальных стоек, бокового упора и переставляемых фрезерованных прессовых площадок.
После сборки рамы и створки дополнительно обрабатываются по внешнему контуру. Это позволяет устранить мелкие дефекты, удалить возможные сколы и создать ровный, чистый край. Такой подход придаёт оконным блокам завершённый эстетичный вид и подготавливает изделие к финишной отделке.
На калибровально-шлифовальном оборудовании удаляются свесы в угловых соединениях и производится чистовая обработка всех плоских поверхностей. Качество достигает уровня до 63 мкм, что является необходимым условием для нанесения лакокрасочных материалов и получения идеального декоративного покрытия.

Ширина обработки – 1000 мм; Толщина обработки – 3-110 мм; Скорость подачи – 5-25 м/мин.; Мощность – 29,48 кВт.
В покрасочной камере с водяной завесой и активным водяным полом выполняется комплексная обработка: пропитка антисептиками, шпатлевка дефектов, нанесение защитного и декоративного лакокрасочного слоя. Такая технология позволяет обеспечить стойкость к влаге, ультрафиолету и механическим повреждениям, сохраняя внешний вид на долгие годы.
На заключительном этапе сверлятся и фрезеруются отверстия под ручки, замки и петли, устанавливаются фурнитура, уплотнители и стеклопакеты. Станки для присадки петель и фурнитуры гарантирует точность посадки и высокую надёжность каждого узла. Именно здесь изделие приобретает завершённый функциональный вид и становится готовым к установке.

Частота вращения шпинделя – 2 800 об/мин.; Максимальная глубина сверления – 60 мм; Максимальный диаметр сверления – 35 мм; Общая мощность – 1,5 кВт.
61 301 ₽
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...










 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!