


Применяются при обработке металлических листов и изделий из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д. Тяжелая сварная листовая станина, толщина стенок 12 мм. Сменный стол. Скорость переключения составляет всего 15 секунд. Портал из авиационной стали. Режущая головка BOCI. Автоматическая настройка фокусного расстояния. Бесконтактный датчик высоты. Японские...
| Артикул | Мощность лазера, Вт | Ширина листа (X), мм | Длина листа (Y), мм | Цена |
|---|---|---|---|---|
| XTC-1530G/3000 Raycus | 3000 | 1500 | 3000 | |
| XTC-1530G/6000 Raycus | 6000 | 1500 | 3000 | 3 596 055 ₽ |
| XTC-1560G/6000 Raycus | 6000 | 1500 | 6000 | |
| XTC-1530G/12000 Raycus | 12000 | 1500 | 3000 | |
| XTC-1530G/30000 Raycus | 30000 | 1500 | 3000 | |
| XTC-1560G/12000 Raycus | 12000 | 1500 | 6000 | |
| XTC-1560G/20000 Raycus | 20000 | 1500 | 6000 | |
| XTC-2060G/12000 Raycus | 12000 | 2000 | 6000 | |
| XTC-2060G/20000 Raycus | 20000 | 2000 | 6000 | |
| XTC-2060G/30000 Raycus | 30000 | 2000 | 6000 |

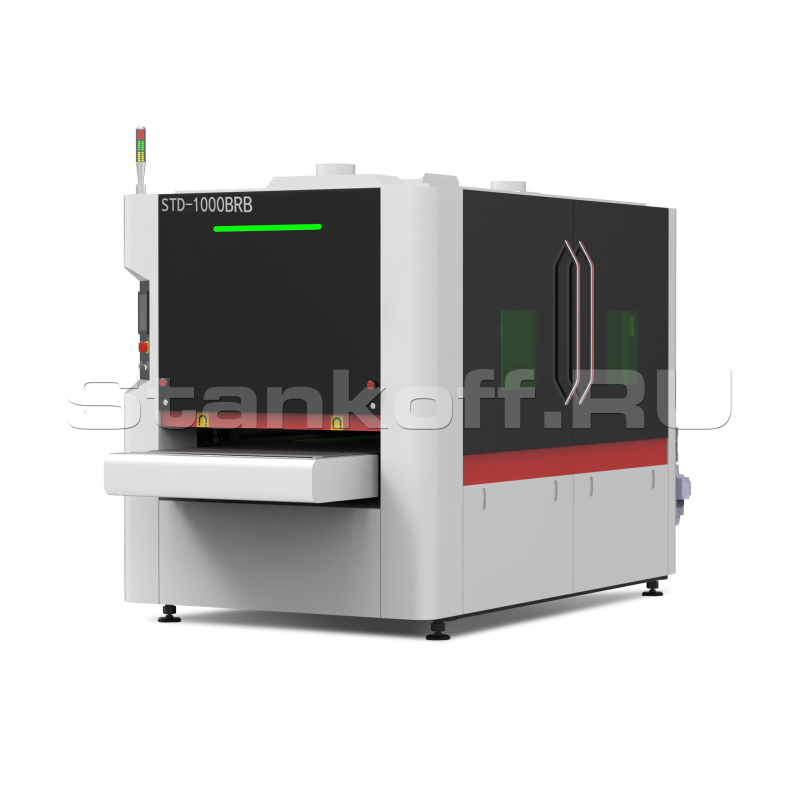
Данная серия разработана в 2022 году. Серия выполнена в защитной кабине с выкатным столом, при этом компактна и не требует много пространства. Станина сварена из высококачественной листовой стали и подвержена высокотемпературному отжигу. Зональная система дымоудаления обеспечивается секционной конструкцией раскройного стола и встроенными вентиляционными каналами.
Цены от 2 384 433 ₽
| Артикул | Мощность лазера, Вт | Ширина листа (X), мм | Длина листа (Y), мм | Цена |
|---|---|---|---|---|
| XTC-1309A/2000 Raycus | 2000 | 1300 | 900 | |
| XTC-1309A/3000 Raycus | 3000 | 1300 | 900 | |
| XTC-1510A/3000 Raycus | 3000 | 1500 | 1000 | |
| XTC-1530A/3000 Raycus | 3000 | 1500 | 3000 |

Высокотехнологичное оборудование, предназначенное для высокоточной и высокоскоростной резки, гравировки и пробивки отверстий в листовом металле, обеспечивающее отличное качество обработки по контуру. Станки оптимальны для применения в тяжелой промышленности, включая машиностроение, производство горнодобывающего и железнодорожного оборудования, а также в судо- и авиастроении.
| Артикул | Мощность лазера, Вт | Ширина листа (X), мм | Длина листа (Y), мм | Цена |
|---|---|---|---|---|
| LD-6015E/12000 Raycus | 12000 | 1500 | 6000 | |
| LD-6015E/20000 Raycus | 20000 | 1500 | 6000 | |
| LD-6020E/12000 Raycus | 12000 | 2000 | 6000 | |
| LD-8020E/20000 Raycus | 20000 | 2000 | 8000 | |
| LD-3015E-C/6000 Raycus | 6000 | 1500 | 3000 |

Серия высокомощных оптоволоконных лазерных станков HGTECH SMART PRO предназначена для точной и производительной резки листового металла в условиях промышленной эксплуатации. Оборудование сочетает мощные лазерные источники, сменные столы, современную систему ЧПУ и усиленную конструкцию, а производственный опыт HGTECH, крупная заводская база, участие в разработке отраслевых стандартов и внедрение...
| Артикул | Мощность лазера, Вт | Ширина листа (X), мм | Длина листа (Y), мм | Цена |
|---|---|---|---|---|
| HGTECH SMART - 6015 PRO/12000 Raycus | 12000 | 1500 | 6000 | |
| HGTECH SMART - 6025 PRO/12000 Raycus | 12000 | 2500 | 6000 | |
| HGTECH SMART - 6025 PRO/20000 Raycus | 20000 | 2500 | 6000 |

Серия оптоволоконных лазерных станков SENFENG SF-H предназначена для высокопроизводительной резки листового металла и может комплектоваться лазерными источниками мощностью до 12 кВт. Оборудование оснащается защитной кабиной и системой автоматической смены стола, что повышает безопасность оператора, снижает уровень шума и ускоряет организацию производственного процесса.
| Артикул | Мощность лазера, Вт | Ширина листа (X), мм | Длина листа (Y), мм | Цена |
|---|---|---|---|---|
| SF3015H/6000 Raycus | 6000 | 1500 | 3000 | |
| SF2060H4/12000 Raycus | 12000 | 2000 | 6000 |
На сайте Станкофф.RU вы можете купить оптоволоконный лазер в кабине от ведущих производителей. В наличии и под заказ более 24 волоконных лазерных станков закрытого типа по лучшим ценам. Только выгодные предложения на промышленные оптоволоконные лазерные станки с подробными описаниями и фото. Уточняйте цены у менеджеров.
Высокомощные оптоволоконные лазерные станки — это передовое решение для быстрого и точного раскроя металла в промышленных масштабах. Эти установки предназначены для работы с листовым и трубным металлом, обеспечивая высокую производительность, низкие эксплуатационные затраты и исключительное качество реза.
Преимущества оптоволоконных лазерных станков
Применение высокомощных лазерных станков активно используются в:
Мы предоставляем надёжные и высокомощные лазерные станки, которые открывают новые возможности для производственных предприятий. Высокое качество, универсальность, выгодные условия покупки и профессиональное сопровождение делают технику отличным выбором для предприятий любого масштаба. Купить лазерный станок для резки металла — значит инвестировать в стабильное оборудование, которое повышает качество обработки и снижает производственные издержки.
 Отзывы о компании Станкофф
Отзывы о компании Станкофф












![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP.jpg)


![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m.webp)

![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS.jpg)



![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy.jpg)
![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf.jpg)