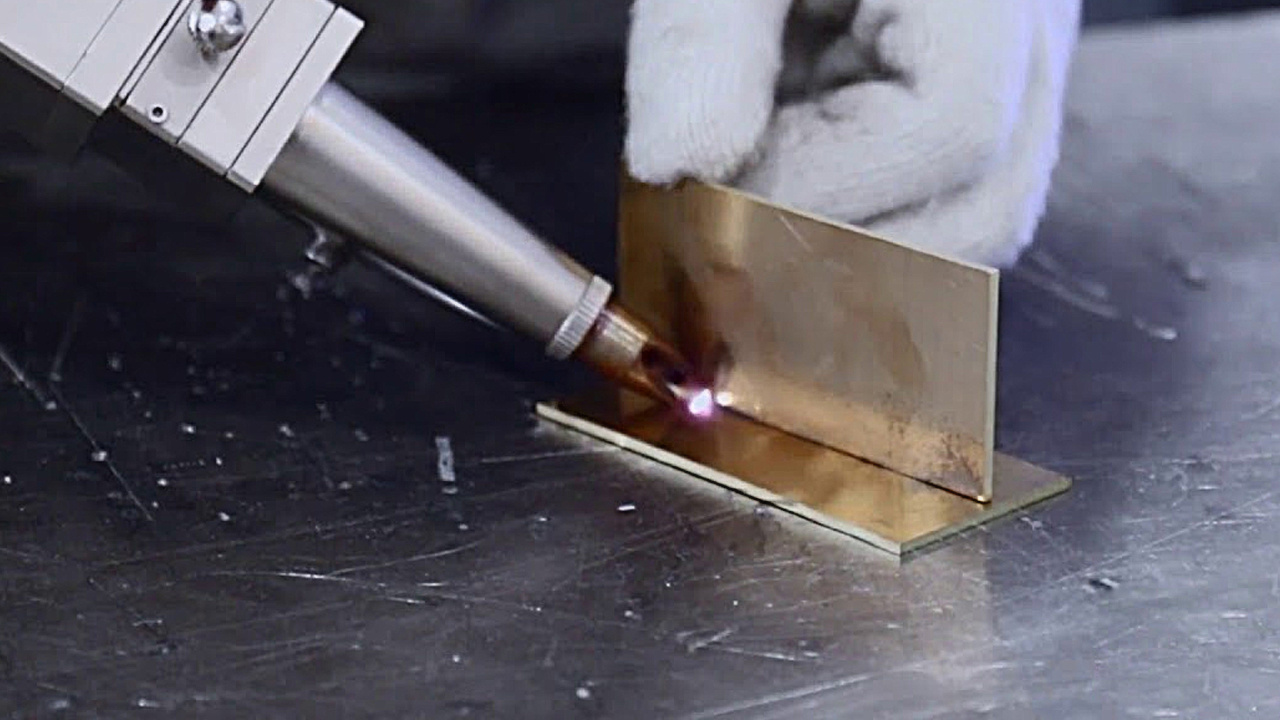
Лазерная сварка имеет много преимуществ, таких как высокая глубина и узкая ширина шва, при этом сварной шов яркий и красивый.
Кроме того, благодаря высокой плотности лазерного луча, быстрому плавлению и низкому подводу тепла к заготовке, скорость сварки высокая, тепловая деформация и зона термического влияния малы.
Кроме того, благодаря высокой точности лазерной сварки, расплавленный бассейн постоянно перемешивается, а газ легко выходит наружу, в результате чего образуется непористый проникающий сварной шов обладающий высокой прочностью, вязкостью и комплексными свойствами.
При лазерной сварке происходит поглощение компонентов неметаллического материала, за счет чего производится эффект очистки, уменьшается содержание примесей, изменяется размер включений и их распределение в расплавленной ванне, не используются электроды или присадочные проволоки, а зона нагрева меньше повреждается, так что прочность и вязкость сварного шва по меньшей мере эквивалентны или даже выше, чем у исходного металла.
Современные лазерные сварочные аппараты просты в эксплуатации. Благодаря небольшому фокусному пятну, сварной шов может быть расположен с высокой точностью, а луч легко передавать и управлять им.
Она не требует частой смены сварочной горелки и сопла, что значительно сокращает вспомогательное время отключения, обеспечивает высокую эффективность производства, не обладает легкой инерцией, а также может останавливаться и перезапускаться на высокой скорости.
И это бесконтактная сварочная работа в атмосферной среде. Поскольку энергия поступает от лазера, заготовка не имеет физического контакта, поэтому к заготовке не прикладывается сила. Кроме того, магнитное поле не оказывает никакого влияния на лазерную сварку.
Кроме того, благодаря низкой средней теплопроводности и высокой точности обработки стоимость обработки может быть снижена.
Кроме того, эксплуатационные расходы на лазерную сварку низкие, что позволяет снизить стоимость заготовки. Аналогичным образом, легко реализовать автоматизацию и можно эффективно управлять интенсивностью луча и точным позиционированием.
В соответствии с рабочим режимом лазерной сварки, ее можно разделить на:
Гальванометрическая сварка
Гальванометрическая сварка использует функцию быстрого сканирования гальванометра для предварительной настройки пути сварки, манипуляции лазерной энергией и других параметров на компьютере. Она имеет более высокую скорость сварки, высокую точность и хороший режим луча. Она относится к типу тонкой сварки.
Сварка внахлест/сварка сращиванием
Это метод сварки, который соединяет две пластины. Толщина и материалы пластин могут быть одинаковыми или разными. Данный метод широко используется в производстве автомобилей, корпусов контейнеров, металлических рам и картотечных шкафов.
Точечная лазерная сварка
При этом методе используется высокоэнергетический лазерный импульс, генерируемый лазером, для мгновенного нагрева металла с образованием короткой расплавленной ванны. Расплавленный слой застывает перед следующим импульсом. Она имеет преимущества более высокой скорости, высокой эффективности, малой деформации и малой зоны термического влияния. Она часто используется для изготовления ювелирных изделий, сварки рекламных стендов и т.д.
Проникающая сварка
Существует два способа проникающей сварки.
Первый - через теплопроводность. Тепло передается на нижнюю контактную поверхность через верхние материалы, чтобы сварить два материала вместе. Второй метод заключается в том, что лазер нагревает нижний материал через верхний прозрачный материал (например, пластик), чтобы сварить верхний и нижний материалы вместе.
Сварка с колебаниями
В процессе сварки лазерный луч качается вдоль траектории сварного шва, чтобы улучшить требования к допуску сварного шва и уменьшить влияние пор при сварке.
При лазерной сварке тонкая манипуляция мощностью лазера очень важна для качества сварного соединения, особенно в начале и конце шва. На разных стадиях плавления поглощательная способность и отражательная способность металла для лазера совершенно разные. Результаты экспериментов показывают, что хорошее качество сварки может быть получено при использовании сегментированного управления мощностью в начале и конце сварки.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Инструкция по ручной лазерной сварке [часть 1]» и «Инструкция по ручной лазерной сварке [часть 2]», а также «Поставка и запуск оптоволоконного лазера для сварки металла XTW-1000 Raycus».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...
![Руководство по обработке нержавеющей стали [Часть 2]](https://www.stankoff.ru/files/blog/JHUeXv0noUP1tzJ0JkiimltnXbCW3WFnLcoEqkOP.jpg)



 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!