Используются при обработке металлических пластин и труб из таких материалов, как нержавеющая сталь, углеродистая сталь, марганцевая сталь, адамантин, пружинная сталь, латунный лист, алюминиевый лист. Интегрирован более длинный портал. Высокая точность резки. Профессиональная высокоточная система управления ЧПУ. Снижение человеческих трудозатрат. Электрические зажимные патроны регулируются...
| Артикул | Мощность лазера, Вт | Диаметр круглых труб, мм | Рабочий диапазон листа (X), мм | Рабочий диапазон листа (Y), мм | Цена |
|---|---|---|---|---|---|
| XTC-1530WT/3000 Raycus | 3000 | 20 – 240 | 1500 | 3000 | 3 686 005 ₽ |
| XTC-1530WT/6000 Raycus | 6000 | 10 – 240 | 1500 | 3000 | |
| XTC-1560WT/6000 Raycus | 6000 | 10 – 240 | 1500 | 6000 |

Подходят для отрезной обработки нержавеющей стали, углеродистой стали, легированной стали, кремнистой стали, оцинкованной стали, алюминиевой стали, титановой стали и металлических материалов. В дополнение к резке листового металла, данные станки могут широко применяться в промышленности для резки труб: круглых, овальных, прямоугольных, овальных, расширяющихся и тд. Наибольший диаметр круглых...
| Артикул | Мощность лазера, Вт | Диаметр круглых труб, мм | Рабочий диапазон листа (X), мм | Рабочий диапазон листа (Y), мм | Цена |
|---|---|---|---|---|---|
| XTC-1530HT/3000 | 3000 | 20 – 240 | 1500 | 3000 | |
| XTC-1560HT/3000 | 3000 | 20 – 240 | 1500 | 6000 | |
| XTC-1530HT/6000 Raycus | 6000 | 20 – 240 | 1500 | 3000 |

Станки легкой серии применяются для резки различных металлов, таких как нержавеющая сталь, углеродистая сталь, алюминиевые листы, латунь, медь, оцинкованные пластины и т.д. В дополнение к резке листового металла, данный станок может широко применяться в промышленности для резки труб: круглых, овальных, прямоугольных, овальных, расширяющихся и тд. Наибольший диаметр круглых труб может достигать...
| Артикул | Мощность лазера, Вт | Диаметр круглых труб, мм | Рабочий диапазон листа (X), мм | Рабочий диапазон листа (Y), мм | Цена |
|---|---|---|---|---|---|
| XTC-1530ET/2000 | 2000 | 20 – 240 | 1500 | 3000 | |
| XTC-1530ET/3000 | 3000 | 20 – 240 | 1500 | 3000 | |
| XTC-1530ET/6000 | 6000 | 20 – 240 | 1500 | 3000 |

Оптоволоконные лазерные станки для резки листового металла и труб серии LD-Q могут широко применяться в промышленности для резки круглых, овальных, прямоугольных, овальных, расширяющихся и прочих профилей. Наибольший диаметр круглых труб может достигать 230 мм.
| Артикул | Мощность лазера, Вт | Диаметр круглых труб, мм | Рабочий диапазон листа (X), мм | Рабочий диапазон листа (Y), мм | Цена |
|---|---|---|---|---|---|
| LD-3015Q/3000 Raycus | 3000 | 20 – 230 | 1500 | 3000 |

Применяются для резки металлических листов и труб из нержавеющей, углеродистой, марганцевой стали, латуни, алюминия и т.д. Применяются в промышленности для скоростной, точной и качественной резки. Стабильность и надежность системы оптического пути и системы управления. Срок службы достигает более 100000 моточасов. Используются в металлообработке, производстве электронной продукции, кухонной...
| Артикул | Мощность лазера, Вт | Диаметр круглых труб, мм | Рабочий диапазон листа (X), мм | Рабочий диапазон листа (Y), мм | Цена |
|---|---|---|---|---|---|
| XTC-1530GT/3000 Raycus | 3000 | 20 – 240 | 1500 | 3000 | |
| XTC-1530GT/6000 Raycus | 6000 | 20 – 240 | 1500 | 3000 | |
| XTC-1560GT/6000 Raycus | 6000 | 20 – 240 | 1500 | 6000 | |
| XTC-2060GT/6000 Raycus | 6000 | до 240 | 2000 | 6000 | |
| XTC-F1530GT/3000 Raycus | 3000 | 10 – 240 | 1500 | 3000 |
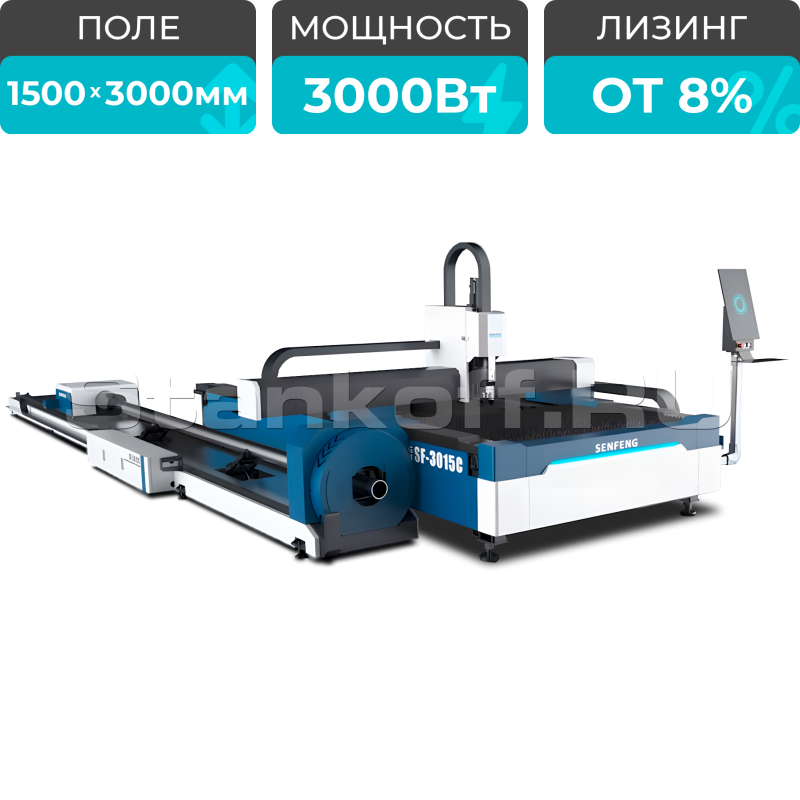
Оптоволоконный лазерный станок для резки листов и труб SF-3015C/3000 Raycus
Оптоволоконный лазерный станок для резки листов и труб SF-3015C/3000 Raycus – компактная и доступная модель для резки листового металла от 3050×1530 до 6050x2030 мм и труб малого и среднего диаметра 20–220 мм. Станок выполнен в комбинированной компоновке, объединяющей зоны обработки листов и труб в одной конструкции, что снижает занимаемую площадь, первоначальные вложения и эксплуатационные...
| Артикул | Мощность лазера, Вт | Диаметр круглых труб, мм | Рабочий диапазон листа (X), мм | Рабочий диапазон листа (Y), мм | Цена |
|---|---|---|---|---|---|
| SF-3015C/3000 Raycus | 3000 | 20 – 220 | 1500 | 3000 |

Оптоволоконный лазер в кабине для листов и труб SF3015HMC/6000 Raycus
Станок обрабатывает круглые, овальные, прямоугольные и профильные трубы диаметром до 240 мм и представляет собой комплектную систему, включающую лазерный источник, режущую голову, систему ЧПУ, охлаждение, газо- и водоподвод, вытяжку и другие ключевые узлы от известных производителей.
| Артикул | Мощность лазера, Вт | Диаметр круглых труб, мм | Рабочий диапазон листа (X), мм | Рабочий диапазон листа (Y), мм | Цена |
|---|---|---|---|---|---|
| SF3015HMC/6000 Raycus | 6000 | 20 – 240 | 1500 | 3000 |
На сайте Станкофф.RU вы можете купить комбинированные оптоволоконные лазеры от ведущих производителей. В наличии и под заказ более 28 моделей комбинированных лазерных станков для резки листового металла и труб по лучшим ценам. Только выгодные предложения на оборудование с подробными описаниями и фото. Уточняйте цены у менеджеров.
Смотрите также: Промышленный шредер мини
 Отзывы о компании Станкофф
Отзывы о компании Станкофф













![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP.jpg)


![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m.webp)

![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS.jpg)



![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy.jpg)
![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf.jpg)