Компания Cincinnati Incorporated в течение некоторого времени была активным игроком в аддитивном производстве, но не в сфере аддитивного производства металлов, а с ее экструзионными принтерами, такими как BAAM, системы аддитивного производства Big Area. Взгляните на BAAM издалека, и вы будете убеждены, что это станок для лазерной резки с порталом. Подойдите ближе, и вы увидите, как портал перемещает трехмерную печатающую головку, нанося термопластик для создания массивных деталей, слой за слоем.
Но еще до начала инициативы BAAM инженеры компании рассчитывали на нечто гораздо меньшее.
Первую часть данной статьи вы можете прочитать в нашем блоге.
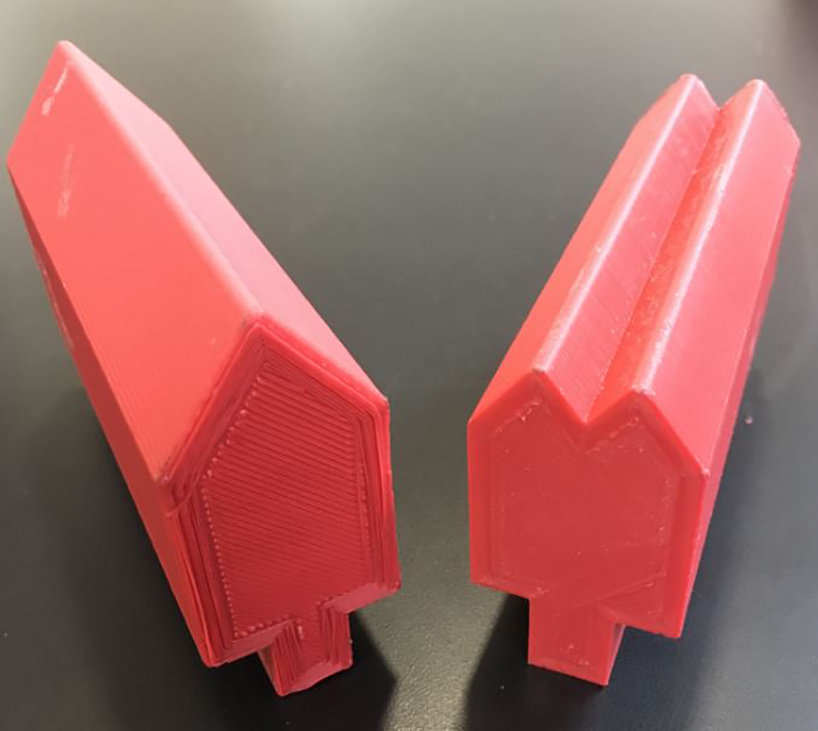
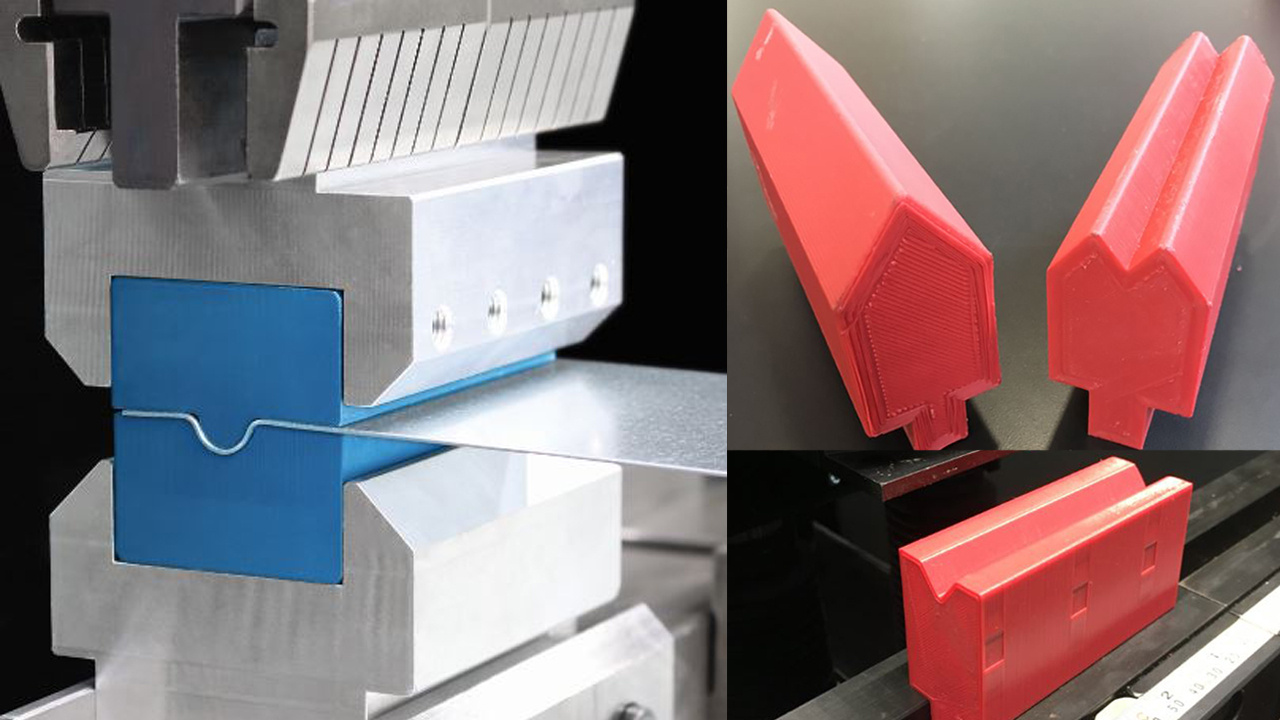
Этот пуансон и штамп из PLA были изготовлены на 3D принтере экструзионного типа.
"Мы начали работать над печатной оснасткой для листогибочного пресса еще до того, как у нас появился большой принтер", - говорит Марк Уотсон, специалист по маркетингу продукции компании Cincinnati Inc. "Мы еще даже не занимались трехмерной печатью, когда я начал тестировать инструменты, напечатанные на трехмерном принтере. Главными вопросами были: какую долговечность мы можем получить от 3D напечатанного инструмента и какую точность мы можем получить на детали? Как это сравнится со стальными инструментами? У нас были 3D печатные инструменты, которые соответствовали по геометрии стальным инструментам, работающим бок о бок в листогибочном прессе. И мы провели статистический анализ готовых деталей".
В ходе испытаний использовался не прямой верхний пуансон, а напечатанный пуансон "гусиная шея" - сложная геометрия пуансона при испытаниях на напряжение под нагрузкой. Поставив напечатанный пуансон и V-образный штамп рядом с пуансоном и штампом из инструментальной стали идентичной геометрии, Уотсон провел испытания, используя одну и ту же заготовку из материала с одинаковой толщиной и направлением зерна. Уотсон знал, что печатный пуансон будет изгибаться под нагрузкой, поэтому, когда дело дошло до точности изгиба, он не ожидал многого. Но результаты его порадовали.
"Мы были действительно впечатлены", - сказал Уотсон. "Мы получали изгибы с точностью до трети градуса со стальным инструментом, а с напечатанным инструментом - с точностью до половины градуса или меньше".
Однако, когда компания выпустила собственный широкоформатный принтер, концепция печати листогибочного инструмента была отложена. По сравнению с более мелкими 3D принтерами, система BAAM наносила относительно толстый шарик. Такая геометрия шарика имела решающее значение для успеха машины в создании крупных деталей, но она не подходила для печати тормозного инструмента.
Затем в 2013 и 2014 годах компания Cincinnati начала сотрудничество с расположенной в Бостоне компанией New Valence Robotics, или NVBOTS, которая, помимо прочей продукции, производила малоформатный трехмерный принтер на основе экструзии материалов. Первый продукт стартапа был отгружен в 2016 году.
"По сути, Cincinnati выступала в качестве посредника с добавленной стоимостью, что в конечном итоге привело к приобретению NVBOTS в ноябре 2017 года", - сказал Мэтт Гарбарино, директор по маркетинговым коммуникациям Cincinnati.
Он добавил, что компания продавала много станков на рынке образования и начала продавать несколько систем на коммерческом рынке. Но с печатными листогибочного инструментами, а также потенциалом других печатных производственных приспособлений для изготовителя - от приспособлений "пока-ёкэ" до напечатанных на заказ задних упоров для листогиба. Под руководством Cincinnati принтер NVBOT вышел на рынок под названием SAAM - система аддитивного производства малых площадей.
Сегодня компания проводит испытания различных конструкций оснастки на разрушение, доводя их до разрушения и регистрируя нагрузку и напряжения. "Это очень важная часть всей работы", - сказал Уотсон, - "потому что безопасность работы напечатанного инструмента является серьезной проблемой".
Компания провела испытания воздушной гибки материала из углеродистой стали 12 калибра "даже не подвергая печатный инструмент серьезной нагрузке", - сказал Уотсон, добавив, что в этих испытаниях, конечно же, использовались отверстия штампа, соответствующие заданию. На самом деле, печать инструмента позволяет изготовителю настраивать отверстие штампа, что может быть чрезвычайно полезно для критических работ с определенными допусками на радиус, указанными на печати.
"Сейчас, когда мы видим, как объединяются бизнес 3D печати и производство листового металла, я думаю, что самым важным аспектом всего этого является квалификация инструментов, которые мы печатаем, чтобы гарантировать, что вы знаете ограничения по тоннажу и остаетесь в безопасности", - сказал Крис Хайд, генеральный менеджер подразделения NVBOTS в Cincinnati. "Как и в случае с традиционной металлической оснасткой, печатная оснастка имеет верхний предел возможной тоннажности".
Хайд добавил, что тестирование включает в себя несколько ключевых переменных. Во-первых, это материал, будь то товарный термопластик или запатентованная рецептура, специально разработанная для конкретных условий применения. Для некоторых областей применения может оказаться полезным, например, углеродное волокно или другой композитный материал. "Прелесть такого материала, как углеродное волокно, в том, что он способствует стабильности самого процесса печати", - говорит Хайд. "Оно уменьшает тепловые искажения и придает конечной детали высокую жесткость".
Тем не менее, большинство инструментов для листогибочного пресса, которые Cincinnati печатала до сих пор, были сделаны из пластика полимолочной кислоты (PLA). Этот материал экономически эффективен, "и он обладает достаточной прочностью, чтобы гнуть сталь", - сказал Уотсон. "Это не самый прочный пластик, который можно использовать, и мы рассматриваем другие материалы. Но если мы сделаем все правильно, возможно, нам не придется использовать более прочные материалы". Вы можете "перестроить" что-то, если не уверены в его прочности. Но если вы уверены в прочности, вы можете сделать что-то безопасное без перепроектирования".
"Для более тонкого материала многие недорогие термопластики часто могут справиться с работой", - говорит Хайд. "Материал, используемый в каждом инструменте, может стоить около 20 долларов или даже меньше".
Другой ключевой переменной тестирования является конфигурация самого 3D принтера, включая конфигурацию печатающей головки. Для процесса FFF необходимо нагревать и поддерживать постоянную температуру в печатной камере.
"Это позволяет избежать любых тепловых искажений, и материал поступает туда, куда ему нужно", - говорит Хайд. "Также необходимо обратить внимание на печатающую головку и сопло, которые должны быть способны достичь соответствующей температуры и напечатать соответствующую геометрию бисера, чтобы прочность между напечатанными слоями была полностью максимальной. Вам нужна самая прочная деталь, которую вы можете получить".
Третий аспект квалификации включает в себя саму программу печати, в том числе траекторию движения печатающей головки для послойной печати листогибочного инструмента, а также подачу, скорость, высоту слоя и температуру. Изменение одной переменной влияет на другие переменные. Например, если система печатает при более низкой температуре, прочность сцепления между слоями может быть меньше. В то же время, печать более тонких и широких слоев может обеспечить лучшую адгезию. На все вышеперечисленное влияет скорость осаждения. Если правильно настроить параметры, то из того же материала можно создать более прочный инструмент.
"Вы можете использовать несколько различных программных платформ для 3D печати и изменять сотни, если не тысячи параметров. Вам нужно выбрать каждый из них так, чтобы он подходил для машины и материала, чтобы получить качественную деталь с требуемыми свойствами".
Большинство печатаемых инструментов сейчас похожи на своих собратьев из инструментальной стали. Напечатанный инструмент для оребрения выглядит точно так же, как версия из инструментальной стали. Печатный инструмент может находиться в металлическом кармане или канале, но сам инструмент повторяет свою версию из инструментальной стали.
Много разговоров в аддитивном производстве посвящено проектированию деталей для аддитивного процесса. Обычно это означает сделать шаг назад и подумать о компоненте или сборке с совершенно новой точки зрения, не связанной с ограничениями традиционных производственных процессов.
Аддитивные детали могут иметь внутренние каналы охлаждения, которые невозможно просверлить, сложные структуры, которые невозможно отфрезеровать. Биомимикрия повсюду в мире аддитивного производства, потому что, как оказалось, природа, получившая выгоду от миллиардов лет эволюции, знает, как создавать вещи, которые служат долго.
Могут ли печатные инструменты для листогибочных станков претерпеть подобную трансформацию? Источники не могут сказать, но все согласны, что потенциал огромен. Все зависит от экономики, в том числе от объема деталей и требуемого времени изготовления инструмента.
Концепция 3D печатных листогибочных инструментов настолько нова, что основная часть фундаментальных работ была сосредоточена на том, сможет ли аддитивная технология напечатать точный, безопасный пластиковый инструмент, который прослужит долго. Для этого инженеры использовали концепции проектирования инструментов, которые существуют уже несколько десятилетий. Дальнейшие разработки, несомненно, будут основываться на этой базе.
К чему приведет эта работа? Кто знает? Возможно, печатный набор инструментов для листогибочного пресса завтрашнего дня будет совсем не похож на пуансон и V-образный штамп, которые мы знаем сегодня.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Преимущества оснастки напечатанной на 3D-принтере для листогибочных прессов» и «Какой инструмент выбрать для листогибочного пресса?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...

![Неразрушающий контроль (НК) – процесс, типы и области применения [Часть 1]](https://www.stankoff.ru/files/blog/dE1MJqA4bZl5RJYeZQzsEVFePMUoDTnML2v2tZrb.jpg)



 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!