Лазерная микротекстура
Поскольку промышленность продолжает стремиться к повышению качества производства и эффективности, лазерная обработка поверхности стала быстрорастущим применением импульсных лазеров IPG. Лазерная обработка поверхности - это процесс абляции, при котором поверхность материала поглощает сфокусированную лазерную энергию для достижения хорошего эффекта модификации и восстанавливающего эффекта.
Основные области применения включают удаление краски, клея, окислов, масляных пятен и т.п.
Помимо удаления материала, импульсные лазеры IPG также могут использоваться для лазерного усовершенствования плоских поверхностей с целью повышения прочности и и однородности соединений в различных областях применения - от покраски до создания прочных и надежных механических соединений для автомобильного или тяжелого промышленного оборудования. Лазерная обработка поверхности заменила традиционные процессы в аэрокосмической, автомобильной и тяжелой промышленности, такие как пескоструйная обработка, струйная обработка сухим льдом, нанесение мокрое химическое осаждение в ваннах и ручная шлифовка в аэрокосмической, автомобильной и тяжелой промышленности.
IPG предлагает широкий выбор импульсных лазерных устройств и систем доставки луча для удовлетворения широкого спектра потребностей клиентов. Импульсные лазерные устройства с выходной мощностью до 200 Вт особенно подходят для прецизионной обработки, требующей, чтобы размер пятна был в пределах 50 мкм.
Более высокие уровни мощности с мощностью до 4 кВт обеспечивают более высокую скорость обработки.
Многие варианты сканирующих головок и коллиматоров IPG позволяют достичь размеров пятна от 400 мкм до 2,5 мм. Другие параметры включают в себя: размер пятна, форму пятна, ширину импульса, частоту повторения импульсов, частоту перекрытия «точка-точка» и «линия-линия», а также можно плотность энергии. Давайте посмотрим на некоторые процессы обработки поверхности с использованием импульсного лазера мощностью 1 кВт.
Очистка поверхности - это относительно простая процедура, которая часто выполняется при высокоскоростном сканировании с использованием больших пятен и низкой энергии импульса.
Если речь идет об очистке масла и загрязнений на поверхности, используйте большое световое пятно с наименьшим импульсом и перекрытием линий, чтобы быстро очистить слегка загрязненную поверхность. Этот метод особенно эффективен при очистке масла, прикрепленного к поверхности, и грязи, обычно образующейся при выполнении стандартного процесса шлифования.
Если это необходимо для очистки масляных пятен и загрязнений на поверхности, используйте большое световое пятно с наименьшим импульсом и перекрытием линий, чтобы быстро очистить слегка загрязненную поверхность. Этот метод особенно эффективен при очистке масляной грязи, прилипшей к поверхности, и грязи, которая обычно образуется при завершении стандартного процесса шлифования.

Сварочный шов перед очисткой
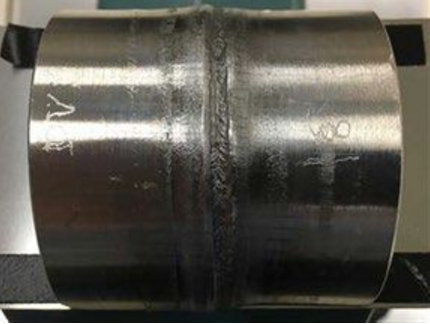
Сварочный шов после очистки
На рисунке выше показаны трубы из нержавеющей стали, сваренные вместе до и после очистки. На неочищенной детали в процессе сварки образовалась зона термического влияния, содержащая оксидные отложения и брызги.
Повторная сварка после очистки дает гораздо более приятный внешний вид, что также демонстрирует преимущества удаления окисления и масла с поверхности трубы.
Помимо визуального наблюдения, мы также используем различные аналитические инструменты для измерения угла смачивания поверхности или определения химических свойств образца.
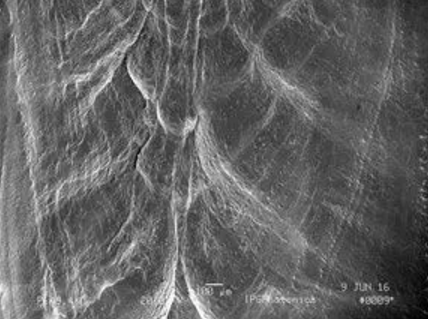
Изображение сварного шва, полученное с помощью электронного микроскопа (СЭМ), показано на рисунке выше. Из рисунка видно, что содержание углерода и кислорода в сварном шве значительно снижается из-за удаления оксидного слоя и других поверхностных загрязнений. Следы натрия, калия и хлора также исчезли после обработки.
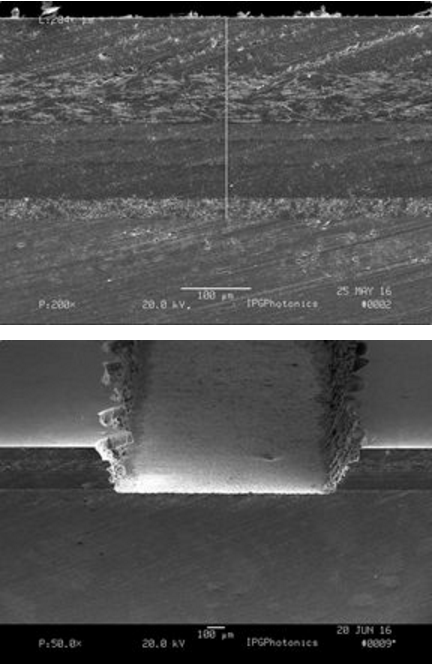
Есть много разных способов удаления краски. На двух приведенных выше снимках SEM показано поперечное сечение алюминиевого сплава до и после удаления краски лазером. На рисунке слева показан слой краски толщиной 300 мкм на алюминиевой подложке, который содержит прозрачное покрытие толщиной 75 мкм, синее покрытие толщиной 75 мкм, белое покрытие толщиной 100 мкм и грунтовку толщиной 50 мкм. На изображении справа показан образец со всеми удаленными покрытиями.
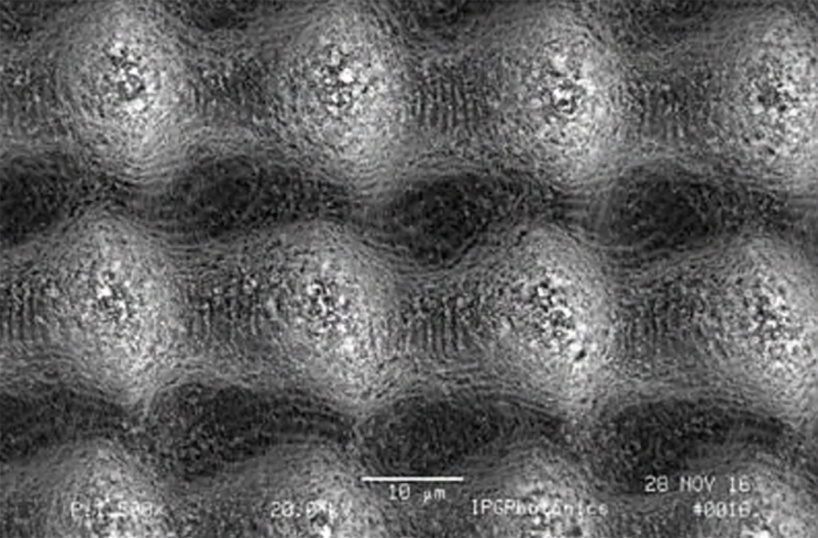
Очистка поверхности может придавать обрабатываемому металлу множество различных характеристик. Очистка поверхности может сделать поверхность более красивой или облегчить последующую обработку, например сварку. На изображении выше показаны пять обработанных участков, расположенных на алюминиевом сплаве 6061-t5. Лазерная очистка имеет двойное преимущество: очищает поверхность и обеспечивает механическое взаимодействие для улучшения последующих соединений.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Что такое термическая обработка металлов? Методы и преимущества» и «Что такое отжиг? [7 видов процесса отжига]».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...



 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!