
Несмотря на улучшения в производственных технологиях, и сегодня существуют проблемы, из за которых программы могут «падать» или не выполняться. Такие сбои приводят к потерям времени, браку деталей, повреждению станков и даже травмам операторов.
Современные системы ЧПУ гораздо более «прощают» ошибки, чем их ранние предшественники. В прежние времена всё должно было быть идеально. До появления улучшений формата программирования значения нужно было задавать в фиксированном формате (без десятичной значений), круговые перемещения требовали громоздких векторных указаний направления (вместо простой спецификации радиуса), а каждая команда должна была содержать одинаковое количество символов (до появления адресного программирования). До появления компенсации длины инструмента программисту нужно было знать точную длину каждого инструмента, чтобы можно было создать программу. До «плавающего нуля» все координаты нужно было задавать в инкрементном режиме. А до появления абсолютных датчиков положения каждая ось должна была находиться в заранее запланированной стартовой позиции до запуска программы. Список упрощающих улучшений за годы очень длинный.
Но даже при всех улучшениях и сегодня остаются вещи, которые могут привести к отказу программы. Эти отказы могут вызвать потери времени, брак деталей, повреждение станков и травмы операторов. Три вещи, за которыми стоит следить: (1) ошибки форматирования программы, (2) ошибки процесса и (3) ошибки наладки.
Хотя современные ЧПУ довольно гибкие, всё равно есть ошибки, которые не дадут вам загрузить программу или выполнить её. Например, в ЧПУ FANUC буква O используется для обозначения номера программы. Если по ошибке принять букву O за цифру 0 (распространённая ошибка новичков), ЧПУ перестанет загружать нужную программу и начнёт загружать другую программу всякий раз, когда встретит букву O. Похожая ошибка, которая тоже приводит к проблемам загрузки, — путать строчную l (эль) с цифрой 1.
Даже когда программа успешно загружена в память ЧПУ, всё ещё возможны синтаксические ошибки, которые вызовут аварийные сообщения при выполнении. Один из многочисленных примеров — пропустить обозначение радиуса (обычно адрес R) в команде кругового перемещения.
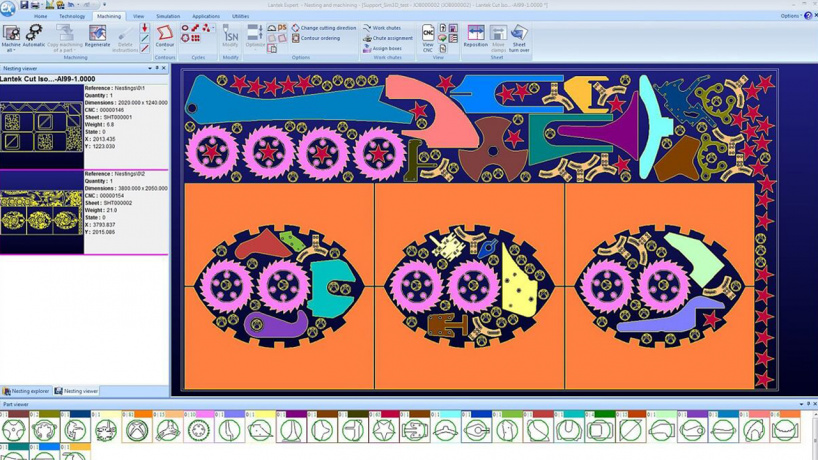
При современных методах подготовки программ, в целом, нет оправдания тому, что на станке возникают проблемы форматирования. Правильно настроенные CAM системы и средства визуализации/проверки траекторий могут подтвердить, что G код загрузится корректно и после загрузки будет выполняться без ошибок.
Несогласованность методов программирования тоже может приводить к проблемам на станке. Многие функции ЧПУ можно реализовать несколькими способами. Например, при компенсации длины инструмента значение корректора может означать либо длину режущего инструмента, либо расстояние от вершины инструмента до поверхности программного нуля по оси Z. Записи в корректорах должны соответствовать выбранному методу. Выберите один метод и придерживайтесь его для всех инструментов в программе, для всех программ на конкретном станке и для всех станков предприятия.
Аналогично, компенсация радиуса фрезы позволяет программировать либо траекторию по осевой линии инструмента, либо траекторию по поверхности детали — и значения в корректорах должны соответствовать выбранному методу. Опять же, выберите метод, который лучше подходит вашей компании, и придерживайтесь его.
Далее — ошибки технологического процесса. Производственный процесс включает всё, что влияет на то, как изготавливаются компоненты. Для многоинструментальных металлорежущих станков ЧПУ, таких как обрабатывающие центры и токарные центры, особое значение имеет порядок выполнения операций. Одно распространённое эмпирическое правило: все черновые операции следует выполнять до любых чистовых. Нарушение этого правила часто приводит к процессу, который не позволяет стабильно получать годные детали.
Хотя плохой процесс не обязательно заставит программу «упасть», он может привести к неэффективности. Выбор режущего инструмента и оснастки должен соответствовать объёму выпуска. То, что приемлемо при партии 50 деталей, скорее всего будет недостаточно эффективно при выпуске тысяч деталей.
Ещё одна процессная проблема, способная вызвать трудности, — неправильный выбор режимов резания: глубины резания, скорости и подачи. Если режимы слишком агрессивны, инструмент, конечно, будет быстро изнашиваться или ломаться. Если слишком щадящие — пострадает производительность.
Наконец, рассмотрим ошибки наладки. Есть множество действий, которые выполняет наладчик при подготовке станка к работе, и они влияют на то, как будет выполняться программа. Это означает, что даже обкатанная программа (та, что успешно запускалась много раз) даст сбой, если при наладке допущены ошибки.
Некоторые ошибки наладки могут быть очевидными — например, расположение приспособлений/кулачков/прижимов, назначение инструмента и т.п. Если такие ошибки не выявить при проверке программы, последствия могут быть катастрофическими.
Другие ошибки наладки связаны с установкой коррекций (offsets). На обрабатывающих центрах длины всех инструментов должны быть корректно измерены и внесены в соответствующие коррекции компенсации длины. Также радиусы всех концевых фрез, работающих боковой частью, должны быть измерены и внесены в соответствующие коррекции компенсации радиуса. Значения установки программного нуля должны быть правильно определены и внесены в коррекции системы рабочих координат. Аналогичные корректные записи коррекций должны выполняться и при наладке токарных центров.




Вертикальный обрабатывающий центр с ЧПУ TOPMILL 800S
Вертикальные многоцелевые обрабатывающие центры TOPMILL 800S предназначены для высокоточной обработки металла, для производства деталей и узлов машин и механизмов, пресс-форм и т.д. Такие операции как фрезерование, сверление, зенкерование, растачивание, нарезание резьбы, обработка двухмерных и трехмерных изогнутых поверхностей, обработка наклонных поверхностей.
2 421 128 ₽

Токарный обрабатывающий центр NEXUS 35/Siemens
Токарный станок ЧПУ с наклонной станиной - MetalTec NEXUS предназначен для производства различных типов металлических изделий и разработан в сотрудничестве с японскими инженерами. Данный тип станков широко используется на опытных производствах и предприятиях металлообрабатывающей отрасли.
2 841 956 ₽
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...








 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!