
Лазерная голова – ключевой элемент в оптоволоконном лазерном оборудовании, ответственный за точную фокусировку лазерного луча на обрабатываемой поверхности и подачу рабочего газа в зону резки. Правильный выбор сопел для лазерной головы играет определяющую роль в высококачественной резки материалов.
Любая лазерная голова, независимо от модели или бренда, обладает стандартным набором элементов:
В лазерных головах могут использоваться различные варианты сопел, каждое из которых имеет свои уникальные характеристики. Разберемся, какие существуют виды сопел и в чем заключаются их отличия.
Часто, в качестве материала для производства сопел используется медь, это связано с особенностью меди эффективно отражать лазерное излучение, что приводит к долгосрочной работе. Плюсом меди также является её способность сохранения емкостных характеристик при высоких температурах. Некоторые модификации сопел покрывают хромом, для отражения тепловых лучей в процессе резки, чтобы избежать перегрева сопла из-за высокой теплопроводности меди.
Процесс работы лазерной головы подразумевает непосредственное взаимодействие с датчиком слежения, обеспечивающим заданное расстояние между соплом и поверхностью обрабатываемого материала. Контакт датчика замыкается на сопле через керамический изолятор, который, в свою очередь, формирует сигналы для поддержания требуемого зазора.
Сопловая часть размещается сразу за оптической системой лазерной головы и выполняет следующие задачи:
Выбор между одинарным или двойным соплом зависит от того под каким давлением производится резка под низким или высоким и с каким защитным газом.
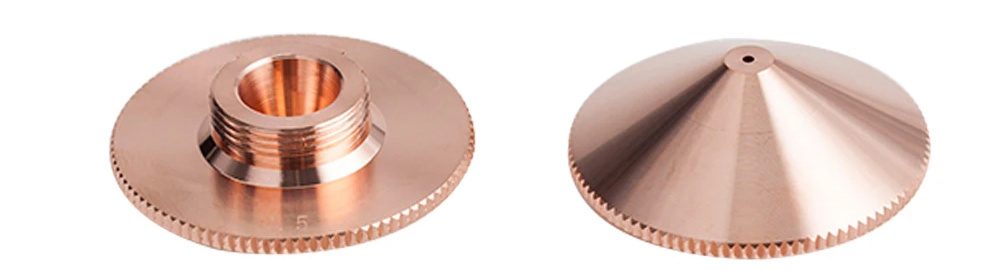
Сопло однослойное
Одинарные сопла бывают разнообразных форм и размеров, но общим для них является наличие лишь одного сквозного отверстия. Эти сопла находят применение при резке с высоким давлением и работе со сжатым воздухом и азотом. Азот применяется для предотвращения окисления цветных металлов во время термической резки.
Преимущества одинарных сопел в их эффективности и более низкой стоимости по сравнению с конкурентами. Они широко используются при резке тонких металлических материалов.
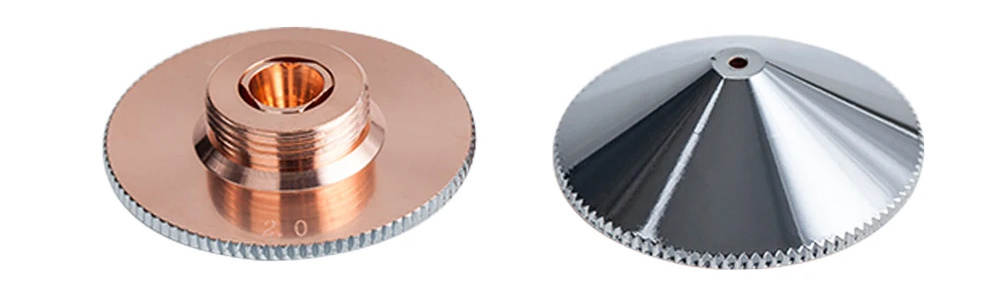
Сопло двухслойное
Отличительной особенностью двойных сопел от одинарных являются два контура, которые обеспечивают завихрение газа и создают стабильную газовую струю при очень низком давлении.
Двойные сопла применяются для резки углеродистой стали при низком давлении и кислородом в качестве защитного газа. Кислород является окислителем в процессе термической резки. Низкое давление нужно, чтобы избежать избыточного количества кислорода, что приводит к неконтролируемому горению металла и соответственно потери качества и стабильности реза.
Этот параметр влияет на поток газа, необходимый для эффективного удаления расплавленного материала и обеспечения стабильной резки. Внутренний диаметр связан с толщиной материала, фокусным расстоянием, мощностью машины и другими факторами. Теоретически, чем толще лист, тем больше должен быть внутренний диаметр сопла. Например, для резки тонкой пластины толщиной менее 3 мм, рекомендуется использовать сопло диаметром 1 мм, а при толщине более 3 мм рекомендуется выбирать сопло диаметром 1,5 мм. мм. Для резки металлических пластин толщиной более 10 мм обычно выбирают сопло диаметром 2 мм и более.
Существует несколько основных вариантов конструктивного исполнения сопел:
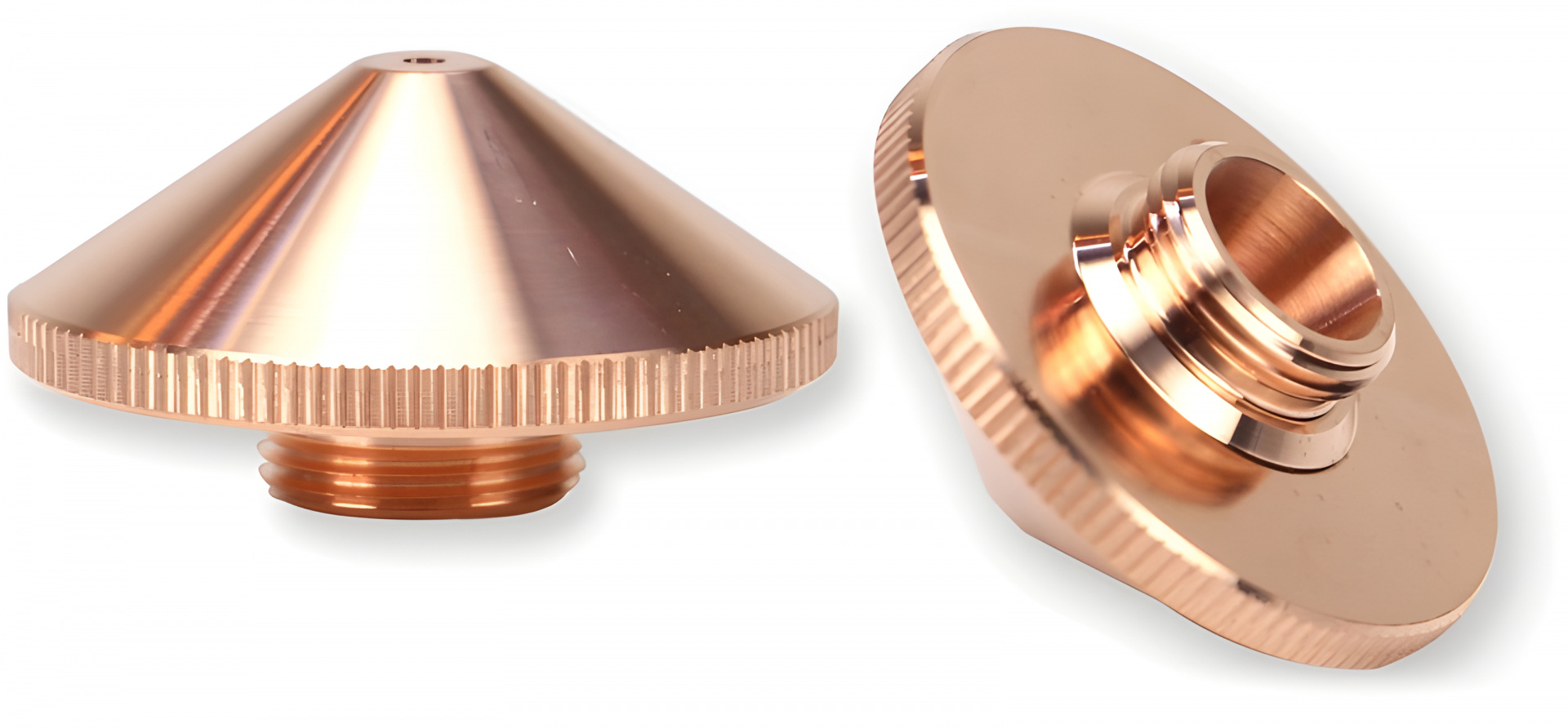
Наиболее распространенная форма сопла, применимая как к одинарным, так и к двойным видам. Универсальность и долговечность, обеспечиваемая усеченной конической формой, способствует своевременному реагированию датчика слежения, что предотвращает повреждения керамики.
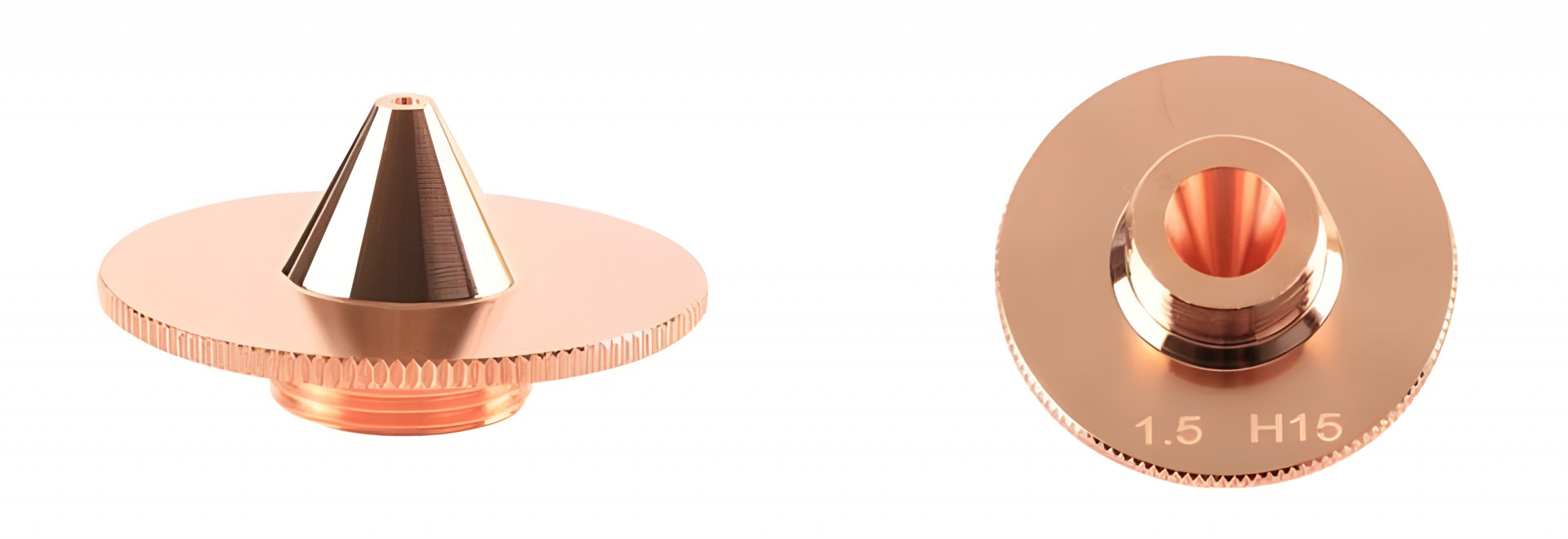
Название «сомбреро» возникло из-за визуального сходство с мексиканской шляпой. Является усовершенствованной конусной формой сопла с увеличенной высотой и малыми углами наклона боковых граней. Эффективно для резки близкорасположенных контуров, предотвращает столкновение соседних кромок. Недостатком сопла такой формы является меньшее время реакции датчика, что может привести к повреждению покрытия или керамического кольца.

К наиболее популярным высокоскоростным соплам относятся:
Альтернативное решение, предотвращающее вероятность удара, благодаря модернизированной конфигурации. Особенностью является плавное "обтекание" препятствий и повышенная безопасность.
Идеально для работы с тонкими металлами (толщиной менее 0.3 мм) и трёхмерными заготовками. Сферическая головка исключает "прилипание" листа к соплу после реза, обеспечивая точность обработки.
Существуют сопла с шестигранной посадочной гранью, предназначенные для станков с автоматической сменой сопла. Это не влияет на качество и производительность, но для станков без данной функции предпочтительно использовать сопла с круглой посадочной гранью.
Самые популярные размеры сопел, это D28M11H15, D28M11H11, D32M14H15 и D15M8H19, где D — внешний диаметр, М — резьба, H — высота.
Вот подробное описание шагов по измерению внешнего диаметра и высоты сопла:
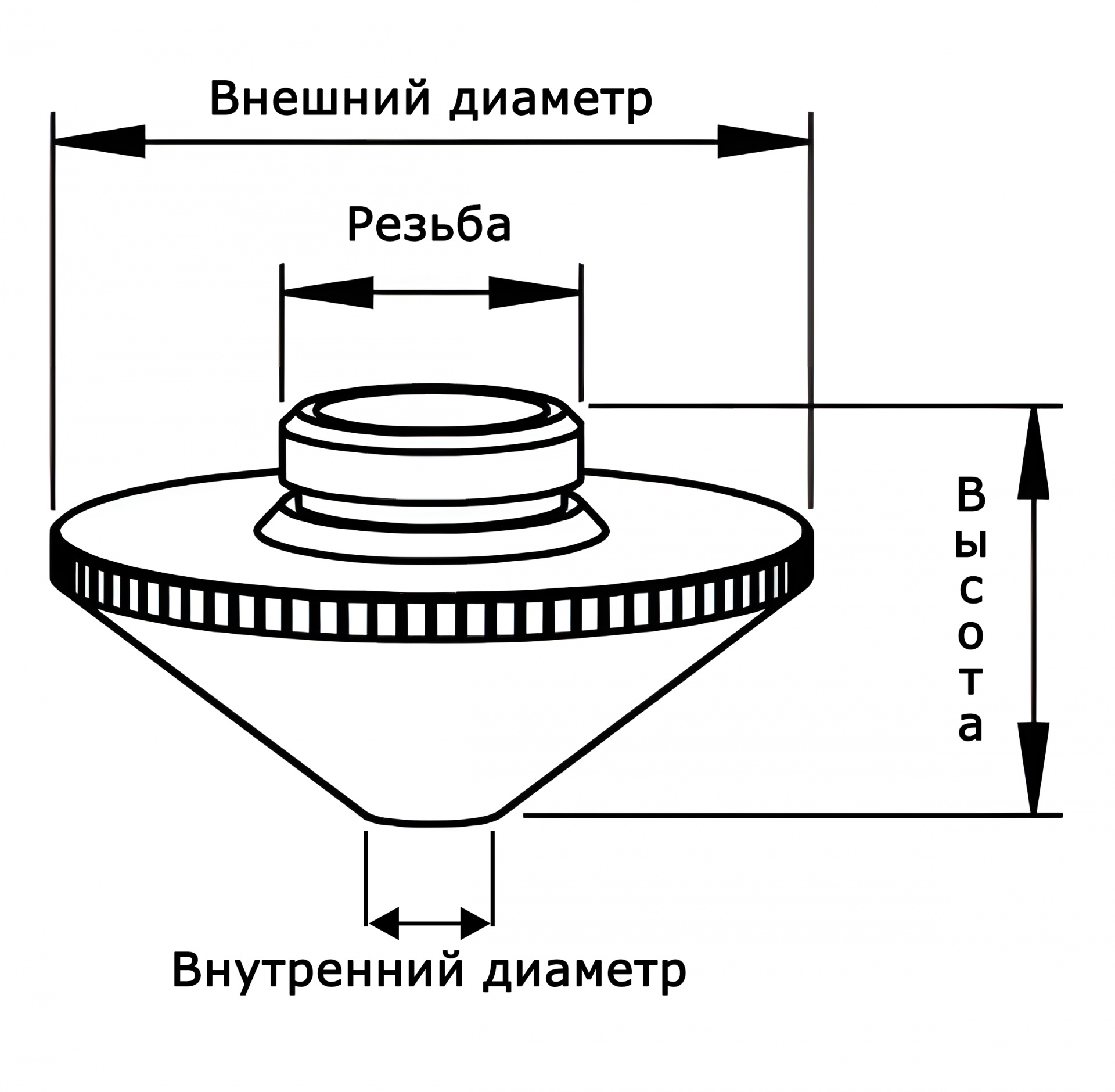
Основные характеристики сопла: внешний диаметр, резьба, внутренний диаметр, высота, количество слоев.
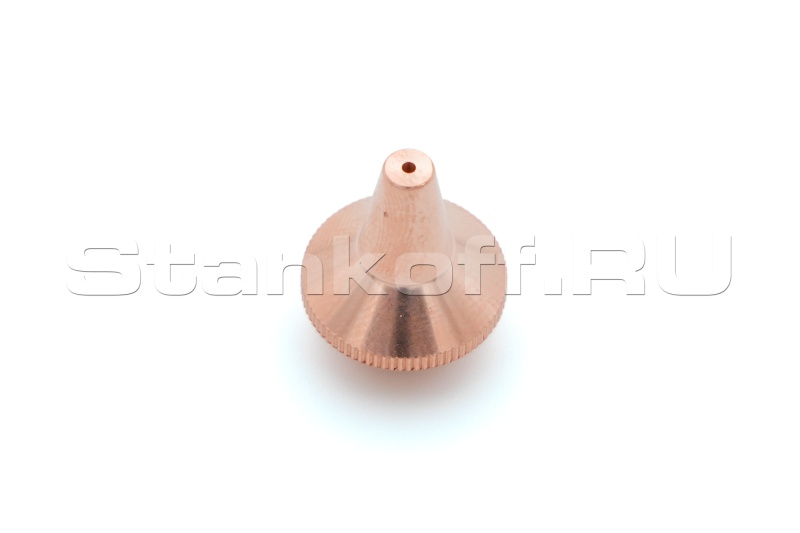
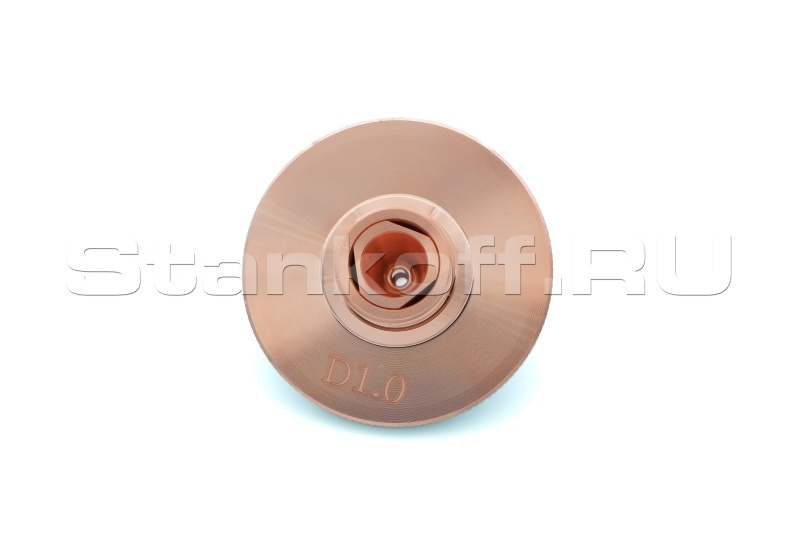
Внутренний диаметр сопла указывается на сопле.

Сопло с внутренним диаметром 1 мм.
Теперь, когда мы подробно ознакомились с нужной нам информацией, давайте шаг за шагом определимся с тем, какими ключевыми параметрами должно обладать необходимое нам сопло.
Первым шагом является подбор внешнего диаметра сопла в соответствии с моделью лазерной головы. Например, для лазерной головы Raytools BM110, подходят сопла c внешним диаметром 28 мм.
Выбор между одинарным или двойным соплом зависит от материала, под каким давлением производится резка и какой защитный газ используется.
Однослойные сопла чаще всего применяются для резки таких материалов, как нержавеющая сталь, алюминий, латунь, с использованием азота или атмосферного воздуха при высоком давлении. Двухслойные сопла применяются для резки углеродистой стали с кислородом при низком давлении.
Внутренний диаметр сопла влияет на эффективность удаления расплавленного материала при резке и зависит от толщины материала, фокусного расстояния, мощности машины и других факторов. Обычно, чем толще лист, тем больше должен быть внутренний диаметр сопла. Например, для резки тонкой пластины толщиной менее 3 мм рекомендуется сопло диаметром 1 мм, а для толщины более 3 мм - сопло диаметром 1,5 мм. Для металлических пластин толщиной более 10 мм обычно выбирают сопло диаметром 2 мм и более.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Оригинальное одинарное сопло 1 мм Raytools RNS-1510 для оптоволоконного лазера
Одинарное. Высота 19 мм. Внешний диаметр 15 мм. Внутренний диаметр 1 мм.

Оригинальное одинарное сопло 1 мм Raytools RNS-2810 для оптоволоконного лазера
Одинарное. Высота 15 мм. Внешний диаметр 28 мм. Внутренний диаметр 1 мм.

Двойное сопло оригинальное 1 мм Raytools RND-1510 для оптоволоконного лазера
Двойное. Высота 19 мм. Внешний диаметр 15 мм. Внутренний диаметр 1 мм.
Двойное сопло оригинальное 1 мм Raytools RND-2810 для оптоволоконного лазера
Двойное. Высота 15 мм. Внешний диаметр 28 мм. Внутренний диаметр 1 мм.

Одинарное сопло оригинальное 1,5 мм Raytools RNCS-3215 для режущей головы Raytools BM115
Одинарное. Высота 15 мм. Внешний диаметр 32 мм. Внутренний диаметр 1,5 мм.

Двойное сопло оригинальное 1,2 мм Raytools RNCD-3212 для режущей головы Raytools BM115
Двойное. Высота 15 мм. Внешний диаметр 32 мм. Внутренний диаметр 1,2 мм.

Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...

![Волоконные лазеры - принцип работы, применение и многое другое [Часть 1]](https://www.stankoff.ru/files/blog/S7eXMdERT3Wez1eSMzLdwfrtFUh9megn6W6zWpsY.jpg)






 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!