
Внедрение высокоскоростной обработки (ВСО) на вашем предприятии - это современный и эффективный способ повышения производительности для механических цехов любого размера.
Специализированные производства, использующие ВСО для изготовления электродов для электроэрозионного станка или для отделки штампов и пресс-форм, обнаружили, что этот метод обработки снижает производственные затраты, повышает качество и сокращает время производства.
Первоначально ВСО использовалась в основном в производстве штампов и пресс-форм, но в настоящее время она получила широкое распространение в других отраслях промышленности, включая аэрокосмическую, автомобильную, микрообработку и производство прецизионных деталей.
Высокоскоростная обработка — это процесс резки металла, в котором особое внимание уделяется высокой скорости обработки и подаче для повышения производительности и улучшения качества поверхности. При ВСО устанавливается более высокое число оборотов шпинделя, используются инструменты меньшего размер и выполняются более мелкие резы, чем при традиционном фрезеровании. Обычно ВСО ассоциируется со скоростью вращения шпинделя выше 15 000 об/мин, но это гораздо больше. Но это не единственная особенность высокоскоростного фрезерования.
Изменения в конструкции направляющих и улучшенные возможности обработки контроллеров играют ключевую роль в способности станка выполнять ВСО. Если в традиционных станках для повышения жесткости обычно используются направляющие скольжения коробчатого типа, то во многих высокоскоростных станках применяются линейные направляющие.
Системы линейных направляющих снижают трение и, как правило, более точны, а также выдерживают меньшие нагрузки.
Контроллеры с передовой технологией прогнозирования также сокращают время цикла. Система Look-ahead: использует данные о детали и поддерживает максимально возможную скорость подачи без ущерба для точности. Это, как если бы оператор постоянно регулировал диск управления подачей тысячи раз в секунду, чтобы увеличить подачу, когда это возможно, и уменьшить ее, когда это необходимо для поддержания точности.
По прошлым стандартам большинство новых обрабатывающих центров сейчас считались бы высокоскоростными станками.
Технологический прогресс позволил увеличить скорость вращения шпинделя до более чем 100 000 об/мин. В дополнение к более высокоскоростным шпинделям возможности современных систем управления по прогнозированию продолжают увеличивать потенциал высокоскоростных обрабатывающих центров. Даже с более высокоскоростными шпинделями некоторые станки по-прежнему используют коробчатые или другие более традиционные системы направляющих, которые делают их более подходящими для тяжелой обработки, чем для высокоскоростного фрезерования.
Основное преимущество ВСО заключается в том, что она обеспечивает гораздо более высокую скорость обработки по сравнению с традиционной обработкой. Это приводит к значительной экономии времени и средств, особенно при крупносерийном производстве. ВСО также позволяет получать более качественную отделку по сравнению с обычной обработкой, так как используется меньший размер заготовки и меньший шаг перемещение фрезы между проходами.
Хотя ВСО чаще используется при чистовом фрезеровании, применение этих методов в циклах черновой обработки сокращает время цикла и снижает нагрузку на станок и его износ. ВСО часто используется для обработки труднообрабатываемых материалов, таких как закаленные стали, титан и аэрокосмические сплавы, а также для получения очень качественной отделки.
Высокие скорости ВСО приводят к более быстрому износу режущего инструмента, и этот процесс сложнее контролировать, чем обычную обработку. Кроме того, внедрение ВСО может быть более дорогостоящим, поскольку для этого требуется специализированное оборудование и инструмент.
Работа режущего инструмента на высоких оборотах приводит к повышенному выделению тепла в процессе резания. Однако для большинства материалов при определенном пороге скорости поверхности наблюдается снижение нагрева, поскольку время пребывания режущей кромки в материале значительно сокращается.
Однако высокие скорости увеличивают риск возникновения вибраций, которые могут привести к ухудшению качества обработки и ускорению износа инструмента. Для борьбы с этим можно использовать такой научный подход, как испытание простукиванием, при котором определяется резонансная частота установки, что позволяет обнаружить возможные зоны вибраций.
Более простым способом решения проблемы вибраций является использование держателей с гашением вибрации, например, гидравлических или фрезерных патронов, а не стяжных муфт, а также использование фрез с изменяемой геометрией, которые разбивают гармоники фрезы.
ВСО также требует усовершенствованной траектории инструмента, что означает, что вам нужен как высококвалифицированный программист, так и надежное программное обеспечение. Кроме того, операторам необходимо уделять повышенное внимание определению успешности внедренного процесса и уметь выявлять любые недостатки, прежде чем отбраковывать деталь или повреждать инструменты и оборудование.
Стоимость внедрения ВСО может стать проблемой. Для этого процесса требуются дорогостоящие станки, приспособления и режущие инструменты, которые работают в гармонии для создания передового процесса. Не только оборудование является дорогостоящим, но и труд машиниста, который способен создать и внедрить эти процессы, может дорого стоить.
Высокоскоростные станки имеют несколько отличительных особенностей от обычных станков:
Для ВСО требуется специальная оснастка, способная выдерживать высокие скорости и подачи, используемые в процессе.
Требования к инструментам и заготовкам для ВСО более жесткие, чем для обычной обработки, поскольку высокие скорости и подачи, используемые в ВСО, могут вызвать вибрации заготовки, что может привести к некачественной отделке и повреждению инструмента.
Основные требования к оснастке и заготовкам для ВСО включают в себя сами режущие инструменты, заготовки и держатели инструментов.
Режущие инструменты должны выдерживать высокие скорости и подачи, используемые в ВСО. Твердосплавные инструменты с покрытием являются наиболее распространенным типом резцов, используемых в ВСО. Также можно использовать инструменты из кубического нитрида бора, поскольку они обладают очень высокой износостойкостью и позволяют создавать более качественную отделку.
Зажимные приспособления должны надежно удерживать заготовку на месте, чтобы предотвратить ее изгиб и раскалывание.
Цанговые и гидравлические патроны, является хорошим выбором для ВСО, поскольку они гасят вибрации. Держатели должны быть сбалансированы перед установкой в станок для снижения вибраций и повышения точности.
В конечном итоге, желаемая чистота поверхности влияет на выбор оснастки и зажимного приспособления. Для создания наилучшей чистовой обработки требуются легкие резы и малый шаг, и это эффективно выполняется при высоких скоростях вращения шпинделя.
Стоимость оснастки и заготовки также может быть основным фактором при принятии решения об использовании ВСО. Инструменты для ВСО, как правило, дороже, чем инструменты для обычной обработки.
 2
2
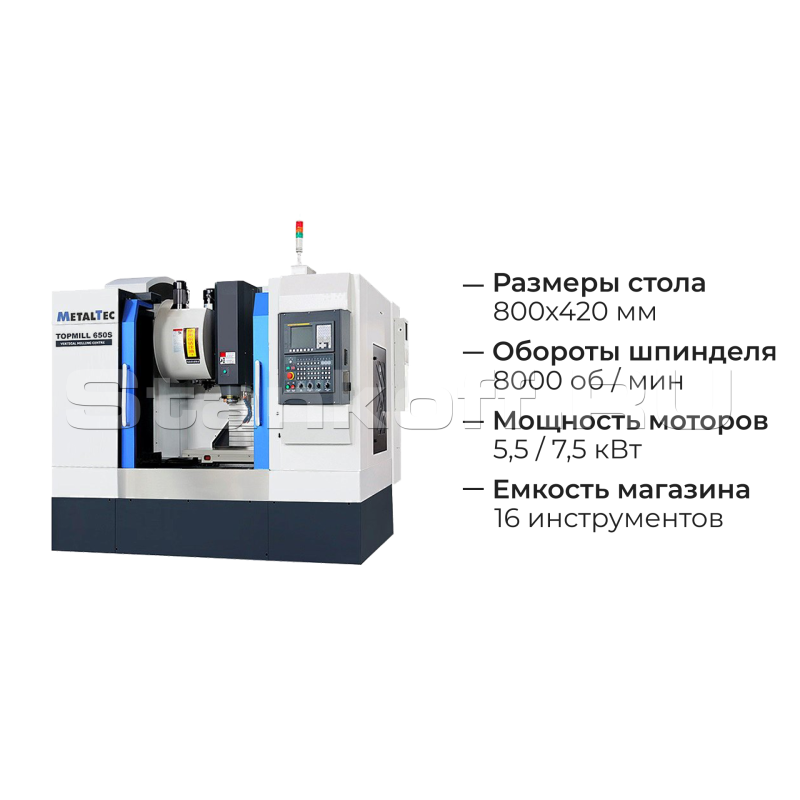
Вертикальный обрабатывающий центр с ЧПУ MetalTec TOPMILL 650S
Размеры стола 800x420 мм. Нагрузка до 500 кг. Перемещение по осям 650 / 450 / 510. Количество инструментов 16 шт.
3 373 000 ₽

Вертикальный обрабатывающий центр KVL650
Размеры рабочего стола, 750 х 420 мм. Наибольшая нагрузка на стол, 350 кг. T - пазы стола, 3 х 14 х 125.
Траектории инструментов ВСО — это траектории, по которым движется режущий инструмент, снимая материал с заготовки. Конструкция траектории инструмента оказывает значительное влияние на качество готовой продукции и производительность процесса обработки.
В ВСО может использоваться несколько различных траекторий движения инструмента. Двумя распространенными являются:
Выбор траектории инструмента для конкретного применения зависит от нескольких факторов, включая тип обрабатываемого материала, желаемую чистоту поверхности и требования к производительности.
Высокоскоростная обработка представляет собой сложную задачу, когда речь идет об охлаждающей жидкости, поскольку выделяемый при этом высокий объем тепла может привести к термическим скачкам и преждевременному износу инструмента.
Существует три основных стратегии использования СОЖ при высокоскоростной обработке: использование водорастворимых СОЖ, применение минимального количества смазки и резание без СОЖ.
Использование водорастворимых СОЖ может быть непростым делом. Хотя водорастворимые СОЖ широко распространены во многих операциях обработки, их часто избегают при использовании высоких скоростей вращения шпинделя. Это связано с тем, что водорастворимые СОЖ имеют большую теплопроводность, что быстро охлаждает инструмент. Однако производители СОЖ постоянно разрабатывают новые технологии, позволяющие использовать СОЖ на водной основе для ВСО.
Резка без СОЖ часто используется при фрезеровании твердых тел, поскольку она позволяет избежать проблем, возникающих при быстром охлаждении инструмента и вызывающих тепловой удар. Как правило, на кончик фрезы подается воздушная струя для снижения нагрева, одновременно удаляя стружку из зоны резания.
При использовании минимального количества смазки используется очень небольшое количество смазочно-охлаждающей жидкости, подаваемой с воздухом. Принцип минимального количества смазки можно использовать как "золотую середину", поскольку он обеспечивает хорошее смазывание поверхности, не вызывая быстрого охлаждения.
Выбор стратегии применения СОЖ зависит от конкретной задачи, производители СОЖ предлагают различные смазочно-охлаждающие жидкости в зависимости от материала, типа выполняемой обработки и используемого режущего инструмента.
Высокоскоростная обработка позволяет получить очень гладкую поверхность при условии, что параметры обработки заданы правильно. На чистоту поверхности, получаемой при ВСО, влияет множество факторов.
Геометрия режущего инструмента оказывает значительное влияние на качество обработки поверхности. Такие геометрические параметры, как передний угол, угол спирали и задний угол, определяют, насколько чисто срезается материал, оставляя более гладкую поверхность, но они также определяют, насколько быстро изнашивается или даже ломается инструмент при резке определенных материалов.
Скорость резания является одним из наиболее важных факторов, влияющих на качество поверхности, получаемой при ВСО. Более высокая скорость резания снижает силу резания до определенного порога, что может привести к более гладкой поверхности.
При выборе скорости подачи необходимо тщательно подходить к этому вопросу, поскольку подача на зуб напрямую влияет на качество обработки поверхности. Большая подача на зуб дает более шероховатую поверхность, но, если инструмент подается слишком медленно, может произойти прижог, что приведет к нежелательной чистовой обработке и преждевременному износу инструмента.
Как уже упоминалось, использование охлаждающей жидкости также влияет на качество обработки поверхности, производимой ВСО. Охлаждающая жидкость помогает снизить нагрев и вибрацию, что способствует улучшению качества обработки.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «15 советов по работе с фрезерными станками с ЧПУ» и «Самые важные меры предосторожности при работе с фрезерным станком».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...





 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!