Листовой металл и пластины, которые поставляются компаниями их изготавливающими, выглядят достаточно плоскими. Но внешний вид может быть обманчивым, и это особенно верно в отношении металла. То, что сначала может показаться плоским, при обработке может потерять свою плоскостность.
Причины этого становятся понятными, если учесть, что происходит с пластинами до их поставки в цех. Листы и пластины поступают с заводов в рулонах. В цехах по обработке металла эти рулоны разматывают, выпрямляют и наконец обрезают по длине. Несмотря на то, что листы кажутся плоскими, внутри они все же находятся под напряжением.
Когда эти материалы разрезаются с использованием источника тепловой энергии, например с помощью станка для лазерной резки, напряжение снимается, и результаты очевидны. Детали становятся неровными. Это касается как тонких, так и толстых металлических листов.
И относится как к черным, так и к цветным металлам. Использование вспомогательного газа во время резки действительно играет большую роль в этом процессе. Например, когда кислород используется для резки углеродистой стали, кислород вступает в экзотермическую реакцию с металлом. Это приводит к появлению большого количества тепла в зоне резания, что позволяет процессу резания происходить быстрее. (Побочным продуктом этой химической реакции является окисленная кромка, которую необходимо очистить, чтобы обеспечить адгезию краски). Однако дополнительное тепло также вызывает большее напряжение в металле. Резка азотом, инертным газом, снижает подвод тепла по сравнению с кислородом, но даже при более щадящем процессе напряжения все равно снимаются.
Это может стать особенно неприятным для фабрики с новой технологией лазерной резки, поскольку некоторые детали могут наклоняться на планках после лазерной резки и становиться препятствием для режущей головки, особенно когда скорость резки достигает 30 м/мин или более. Очень дорогостоящий элемент технологии изготовления рискует быть поврежденным из-за неровностей режущего стола.
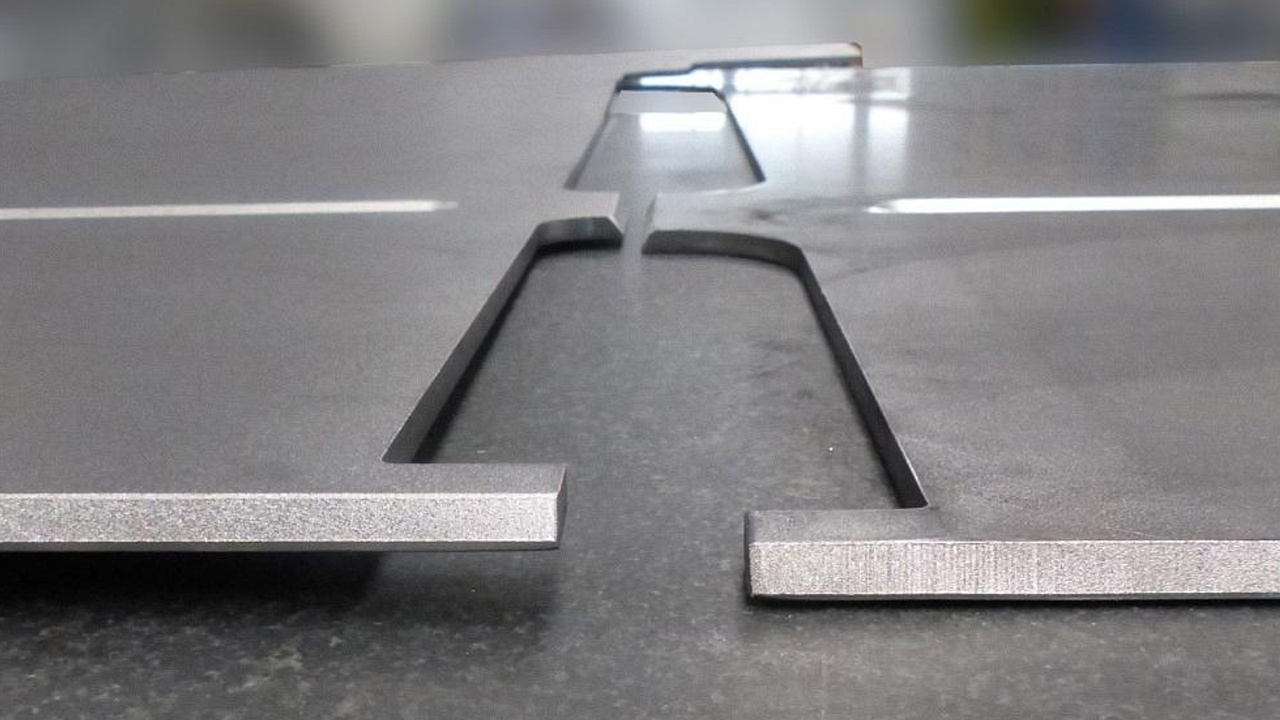
Любой процесс вырубки позволяет снять напряжение, которое наиболее очевидно в упругой отдаче металла после резки или штамповки.
Примечание: данная статья является переводом.
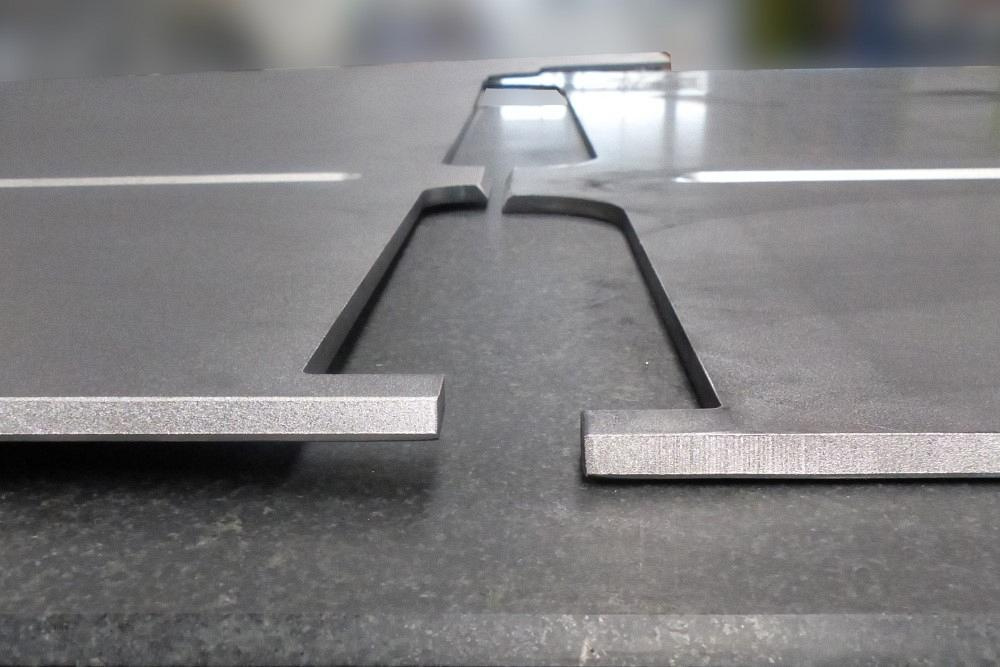
Левая часть по-прежнему демонстрирует упругую отдачу, что не позволяет ей быть полностью плоской. Деталь справа была выровнена после прохождения через правочный станок.
Что необходимо делать для борьбы с напряжениями, возникающими после того, как детали были разрезаны или отштампованы? Здесь может помочь станок для правки металла. Он может поставлять плоские детали для применений, в которых для последующих производственных процессов абсолютно необходимо получать выровненные детали, чтобы обеспечить более высокую производительность и меньшее количество брака во время гибки и сварки.
Станок для правки металла обеспечивает плоскостность с помощью ряда роликов, которые оказывают давление на листовой металл или листовую деталь. Ролики перемещают материал по мере его прохождения через машину. Интенсивность давления, прилагаемого к материалу, снижает и, в конечном итоге, устраняет напряжения в металле.
Как устроены эти ролики? Это зависит от материала, его толщины и желаемых характеристик. Вариации машины для правки деталей включают в себя:
Процесс правки может обеспечить высокую точность, но на самом деле это зависит от области применения, а также от толщины и типа материала. Например, станок для правки металла может обеспечивать плоскостность от 0,5 мм/м до 1 мм/м для деталей, предназначенных для кранов и горнодобывающего оборудования, и это будет считаться очень хорошими показателями. Однако такая плоскостность не подходит для производителей пильных полотен, требующих 0,1 мм/м или выше. К счастью, тот же станок для правки деталей, который поставляет приемлемые детали для производителя тяжелого оборудования, может производить детали с еще более жесткими допусками для производителя пильных полотен.
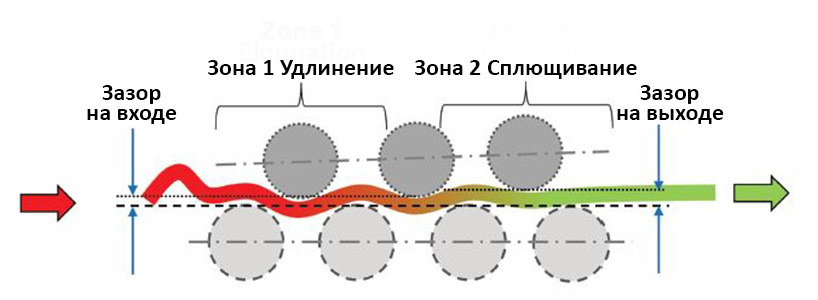
Вытягивая металл, ролики машины деформируют и расплющивают детали.
Что касается размеров выравниваемых деталей, все зависит от диаметра ролика. Каждый диаметр ролика в сочетании с расстоянием между роликами и конструкцией рамы ролика, опорного ролика и рамы машины имеет свое определенное рабочее окно. Как правило, валки малого диаметра используются для тонкого материала, а валки большего диаметра - для более толстого материала. Станки для правки металла обычно могут выравнивать детали от 0,2 мм до почти 70 мм.
Выравнивание деталей также может быть очень тонким. Например, компании работающие в аэрокосмической промышленности часто используют алюминий. Толщина деталей часто не превышает 5 мм, что можно считать тонким для компаний работающих с горным оборудованием. Пластины из алюминия материал часто подвергается термической обработке, чтобы помочь материалу достичь большей прочности. После термической обработки алюминий становится мягким и выдерживается при температуре -18 градусов C. Если детали мгновенно выравниваются после вырубки, станку для правки металла приходится решать две основные задачи. Во-первых, материал мягкий, поэтому ролики должны быть мягкими, чтобы его не деформировать. Во-вторых, холодные детали, взаимодействующие с более высокой температурой окружающей среды, могут привести к образованию конденсата на поверхностях деталей, поэтому компоненты выравнивающего станка должны быть изготовлены из нержавеющей стали или стали с покрытием для предотвращения коррозии.
Станки для правки металла дают простой результат, но это сложные машины. Благодаря этому они могут работать с труднообрабатываемыми материалами.
Примеры включают перфорированный и термообработанный материал. Оба часто демонстрируют средние или краевые волны. Чтобы выровнять детали или листы, требуются специальные меры и методы.
Для (некоторых) перфорированных листов и термообработанного материала используется усовершенствованное управление роликами, чтобы увеличить давление выравнивания в одних областях и уменьшить давление в других. Благодаря этому контролируемому процессу выравнивания материал при необходимости удлиняется в продольном направлении. Средние и краевые волны можно уменьшить или даже удалить.
Другой сложный в обращении материал - это высокопрочный материал. В этом случае необходима машина с высокой производительностью. Очень большие диаметры роликов сочетаются с соответствующим расстоянием между роликами, чтобы уменьшить напряжение материала и обеспечить хорошую плоскостность.
Любая передовая технология изготовления требует привлечения оператора. Здесь опытный, но, что более важно, любопытный оператор может реально изменить ситуацию. Если он или она желает потратить время на настройку и тестирование деталей для достижения хороших результатов выравнивания, фабрика может получить преимущества от эффективной обработки деталей и более качественных результатов при последующих производственных операциях.
Теоретически выравнивание - это простой и легкий процесс. Помимо скорости ролика, оператору необходимо настроить только два других параметра: выравнивающий зазор на входе и выходе и угол подачи детали в машину. Подбирая правильную комбинацию, оператор может оптимизировать результаты нивелирования.
Конечно, могут помочь средства расчета, встроенные в элементы управления оборудования. После ввода толщины, предела текучести и типа материала система управления предлагает параметры выравнивания. Обычно эти параметры могут дать хорошие результаты.
Правка деталей может помочь компаниям изготовителям увеличить выпуск и производительность. Отчеты компаний, которые используют станки для правки металла в своем производстве, показывают, что после правки они примерно на 25% более производительны в своих операциях по гибке. Выровненные детали изгибаются более точно, что означает меньшую переделку и большую стабильность. В сварочном цехе это превращается в детали, которые укладываются в простые приспособления и имеют постоянные зазоры. Сварщики довольны. В результате уменьшается количество брака и повышается производительность.

На этом снимке станка для правки металла показаны ролики и электромеханическая система нивелирования, которая выравнивает детали.
Особенно это касается роботизированной сварки. Более узкие и постоянные зазоры приводят к меньшему использованию присадочной проволоки, более гладким линиям шва и более быстрой автоматизации процесса.
Станки дя правки металла также могут открыть новые возможности для компании. Например, если компания хочет обслуживать архитектурных заказчиков, потолочные и фасадные конструкции должны быть абсолютно плоскими. Это необходимо для каждой детали, потому что одна деталь, не отвечающая техническим требованиям, может остановить установку.
Мы советуем вам прочитать в нашем блоге такие статьи как: «18 различных типов металла — факты и применение» и «40 интересных фактов о металлах».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...
![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP.jpg)




 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!