
Я впервые экспериментировал с литьем металла в PLA формы, для этого проекта я использовал, переработанный алюминиевый лом. В прошлом я создал две формы с помощью 3D-принтера методом фотограмметрии двух статуй, с тех пор я создавал 3D-печати статуй разных размеров, но всегда хотел, чтобы они были сделаны из более прочного материала, такого как металл. Ниже приведено краткое описание этапов создания, но чтобы ознакомиться с этим методом подробнее посмотрите прикрепленное видео показывающего весь процесс от начала и до конца. При выполнении данного проекта пожалуйста используйте все средства индивидуальной защиты представленные в видео, помните безопасность превыше всего.
Примечание: данная статья является переводом.

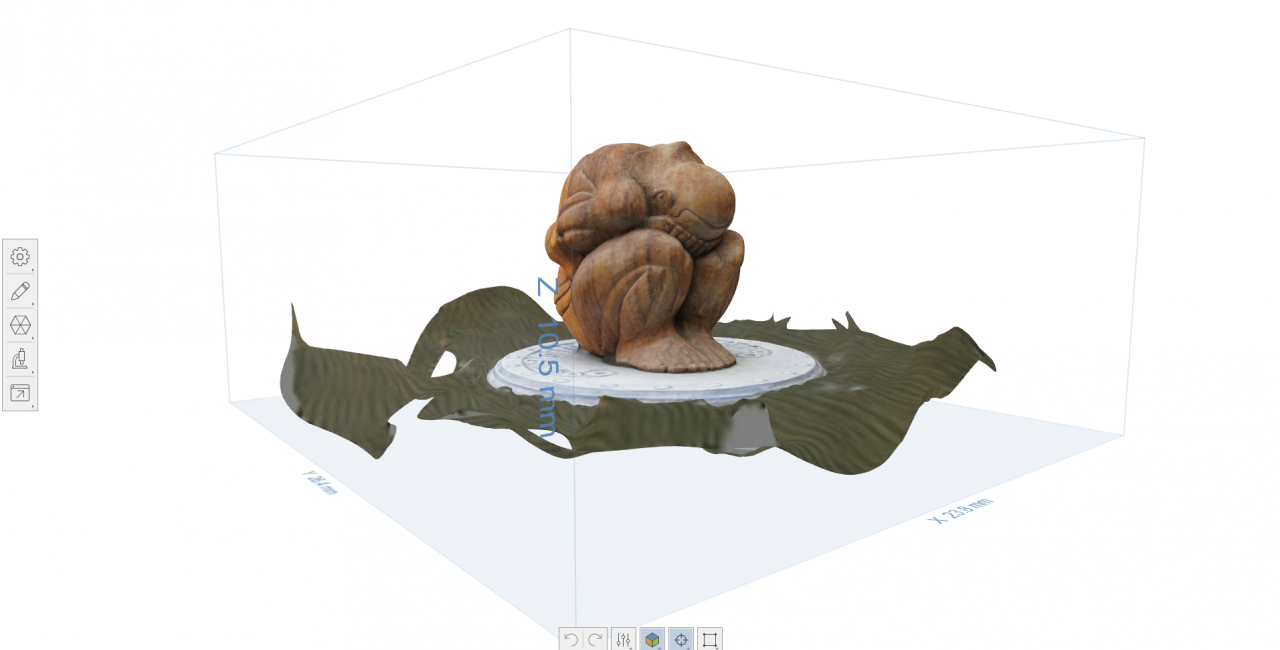
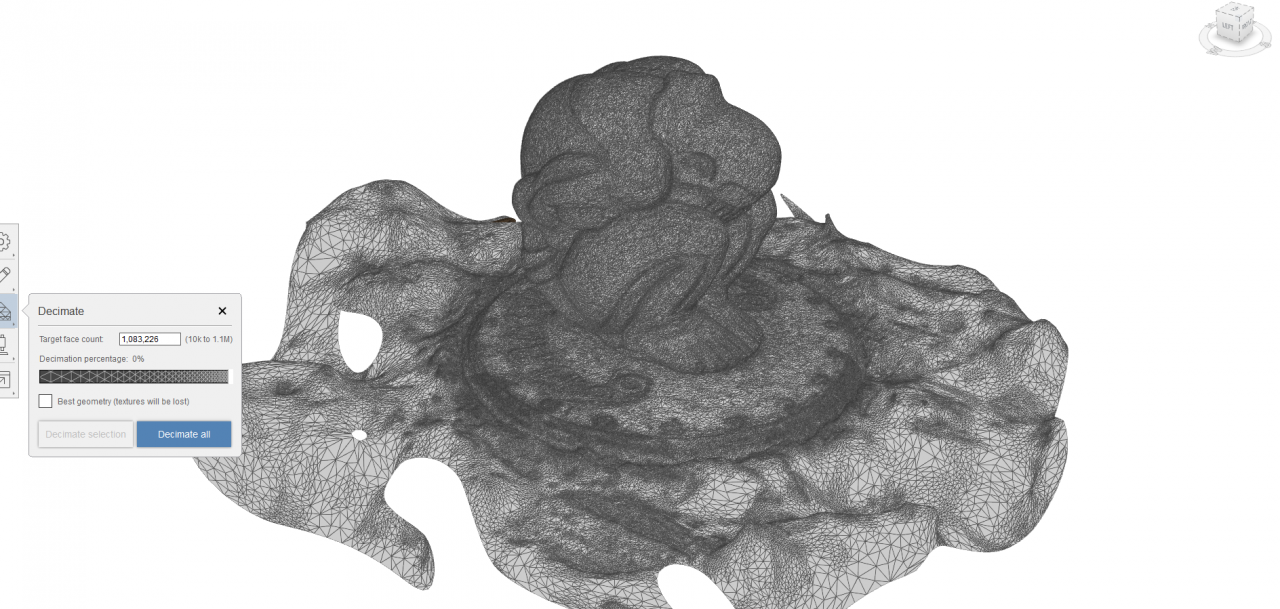
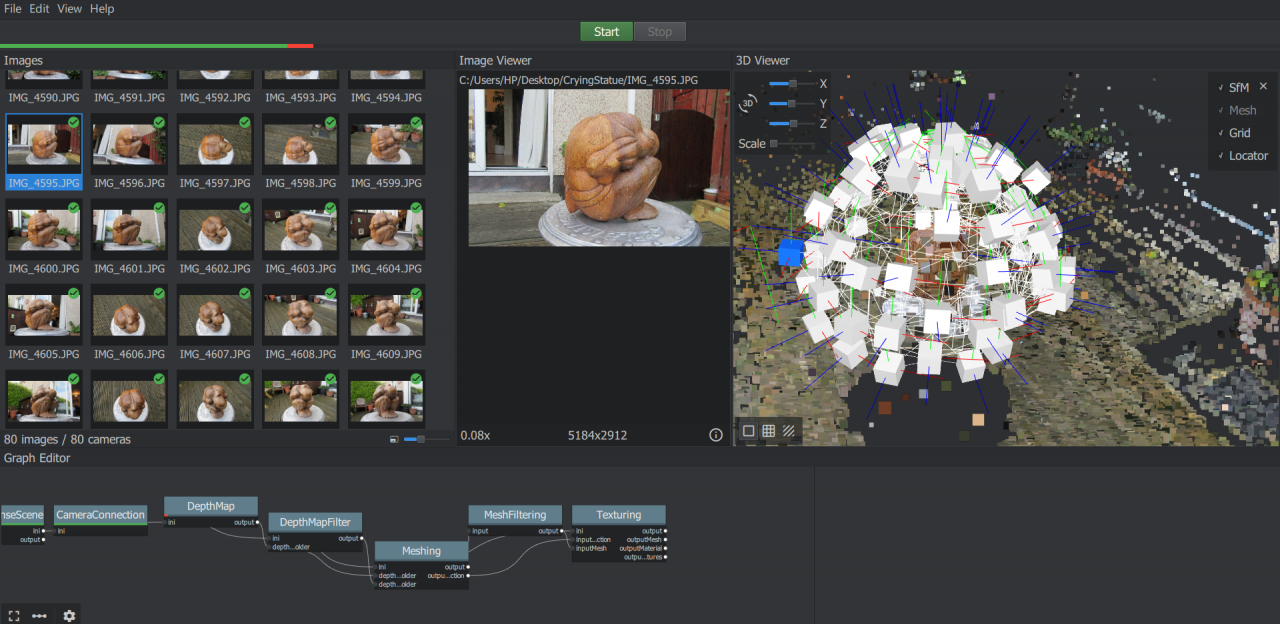

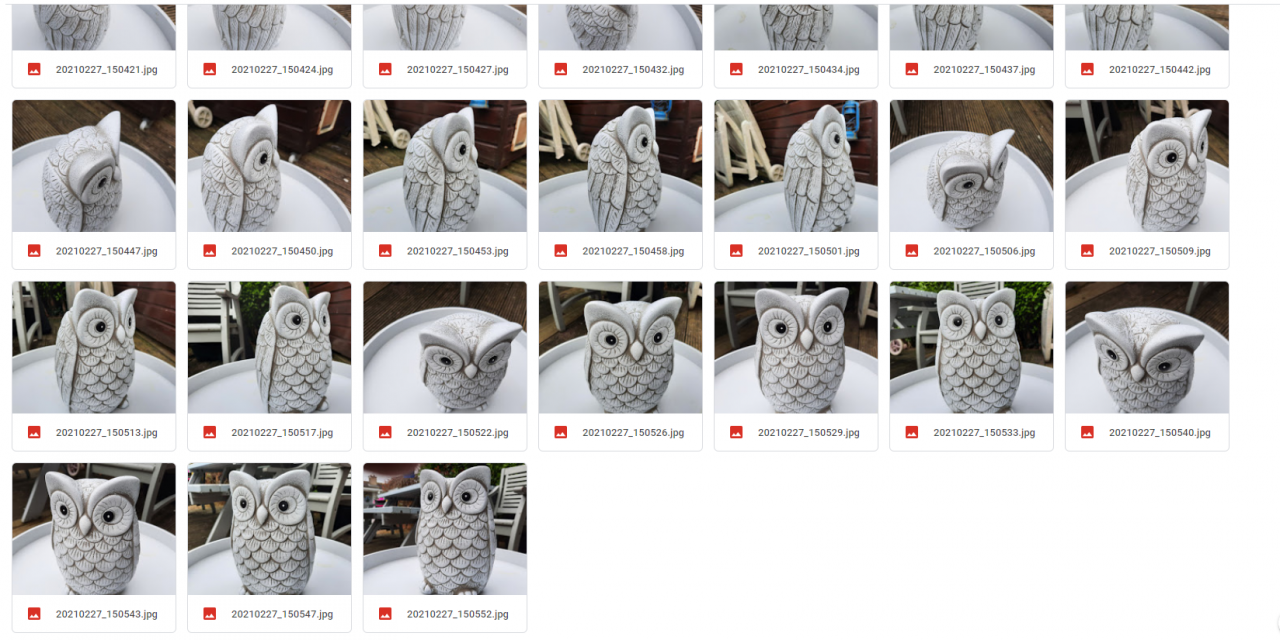
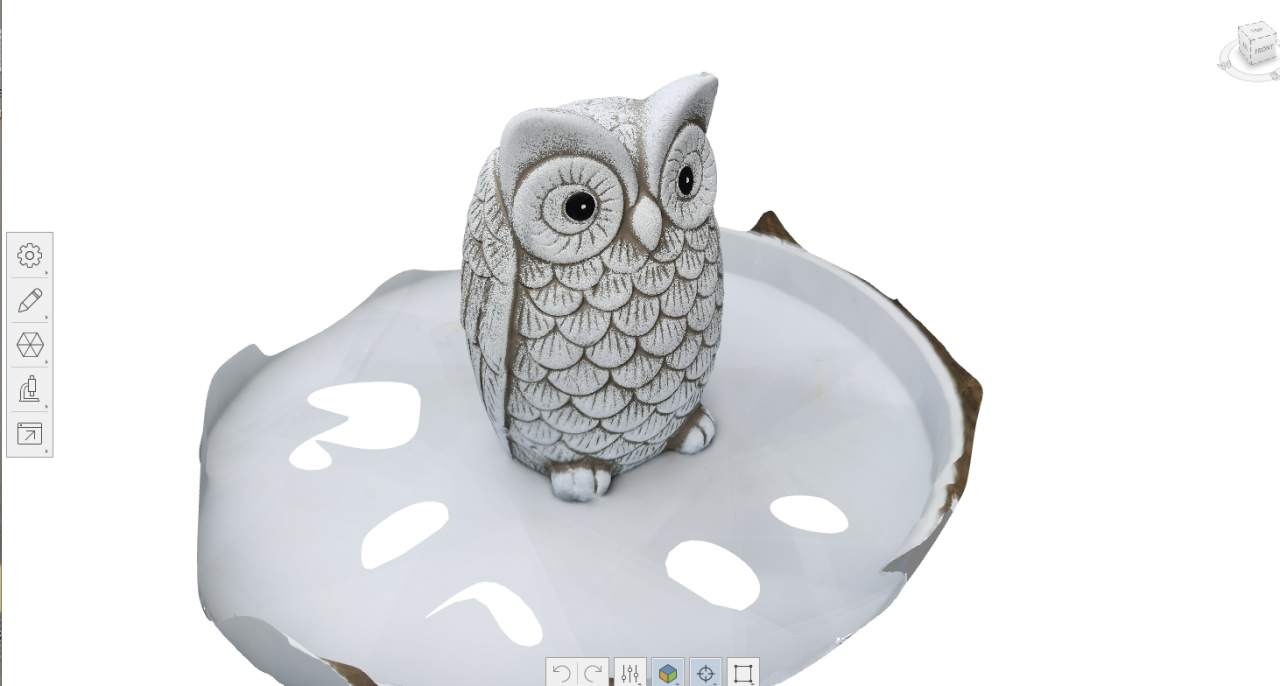
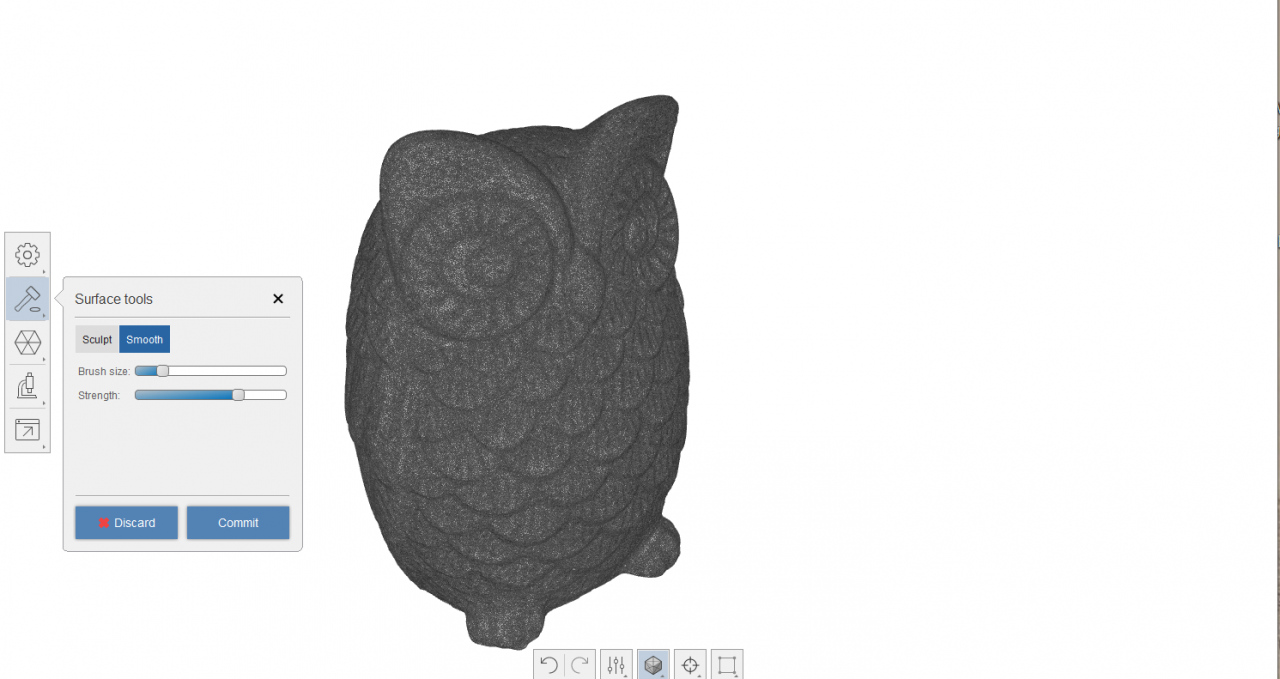
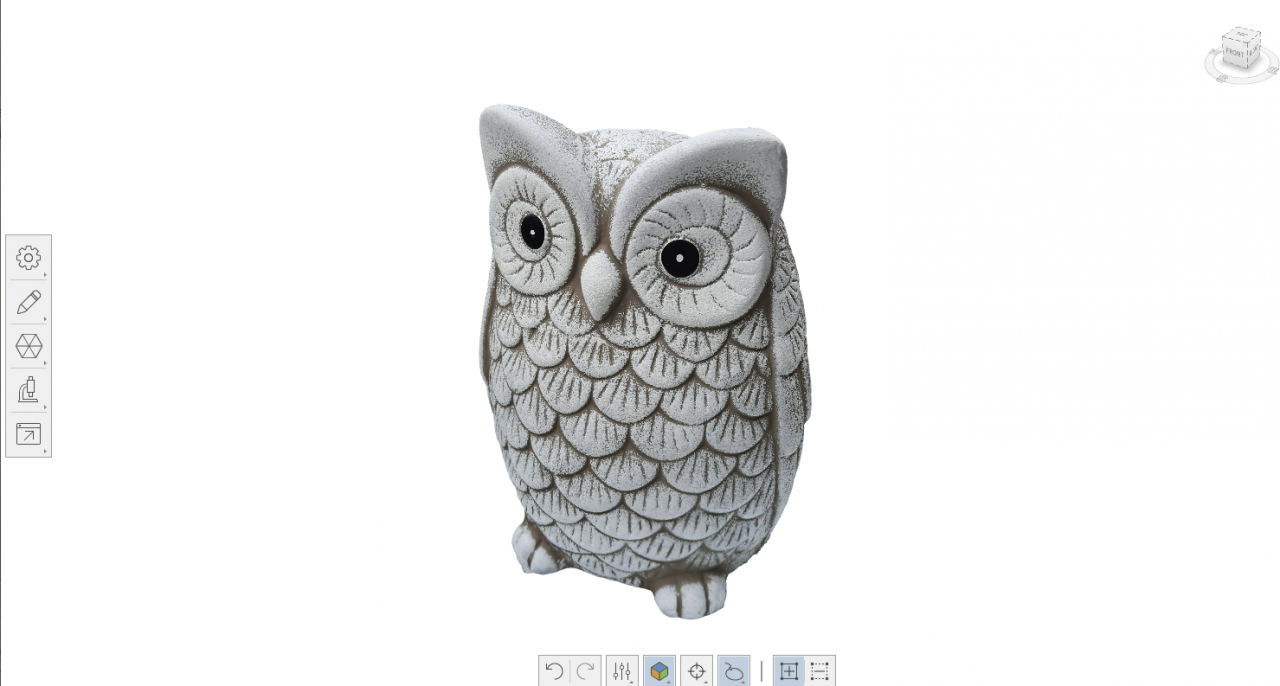
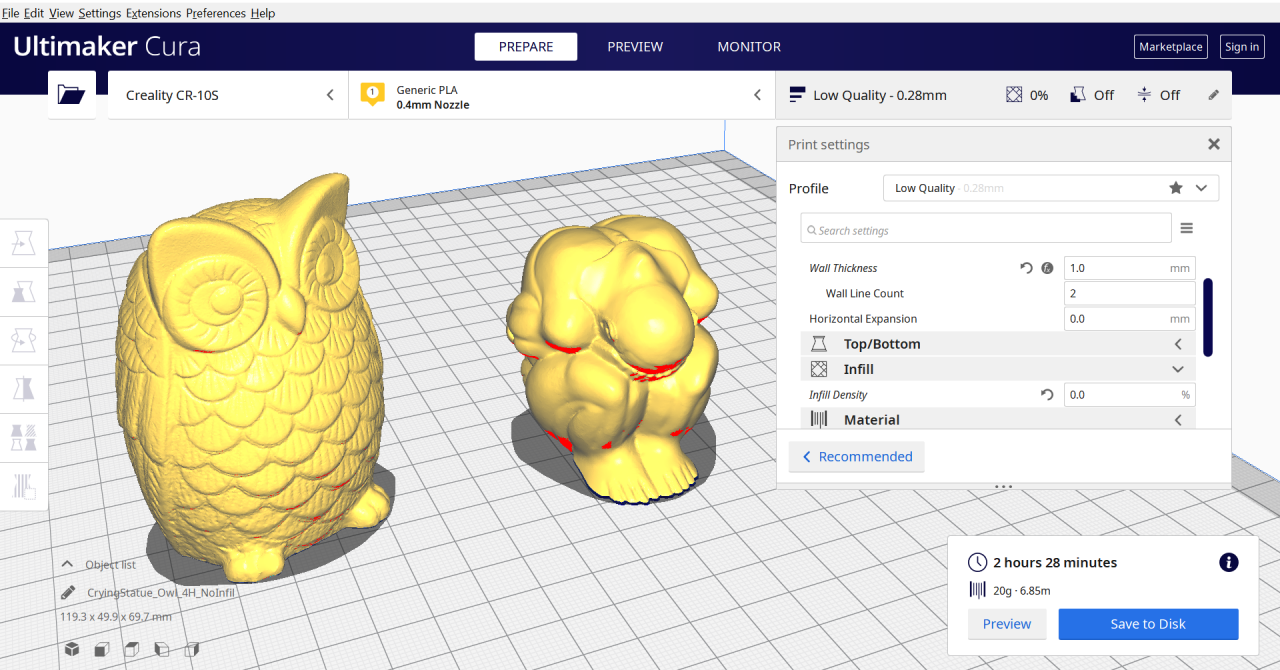
Я начал с использования метода фотограмметрии, сделав около 80 снимков каждого из объектов, которые я планировал отлить в металле. Основным программным обеспечением, с которым я работал, было Autodesk ReCap Photo. После завершения этапа создания сетки и текстурирования я сделал последние штрихи, удалив дополнительные фоны и косметические исправления на поверхности объекта. Следующим шагом было загрузить файлы в программное обеспечение для 3D-печати Ultimaker Cura и протестировать несколько реальных 3D-отпечатков. На изображениях вы можете видеть этапы подготовки фотограмметрии, как для статуи совы, так и для плачущей статуи (она же - Легенда о человеке-йоге - "Orang Malu").
Я решил провести эксперимент с четырьмя полыми 3D-печатными шаблонами, 2 с толщиной оболочки 2 мм и 2 с толщиной оболочки 1 мм. Я хотел поэкспериментировать, будет ли разница в алюминиевых отливках и мое предположение оказалось верным: две 2-миллиметровых алюминиевых отливки не получились, а две других с толщиной стенки в 1 мм получились гораздо более удачными, обе не идеальны, но выглядят отлично для теста с PLA. Я также узнал, что при литье в формы из PLA важно расширить 3D-печать и добавить еще 1 см основания объекта, так как PLA поднимается вверх после заливки расплавленного алюминия, и в моей отливке я потерял 1 см высоты по сравнению с оригинальной 3D-печатью.

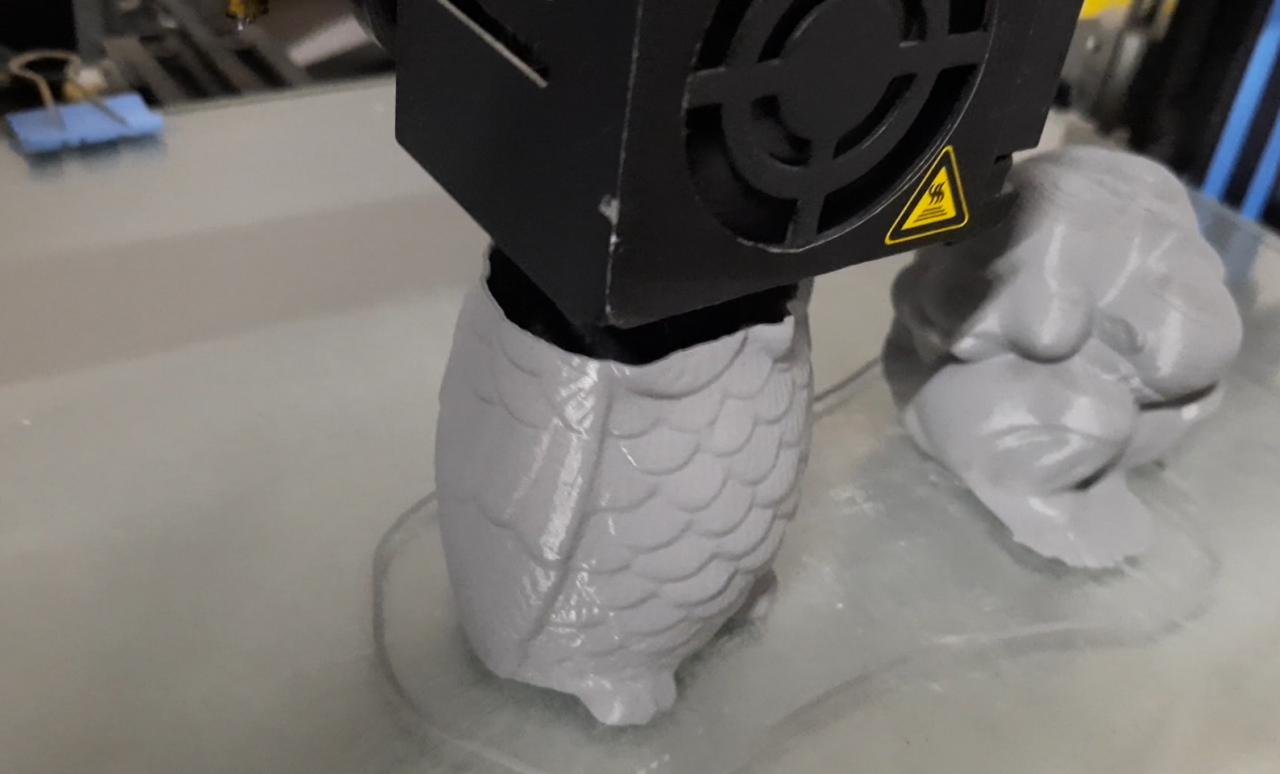
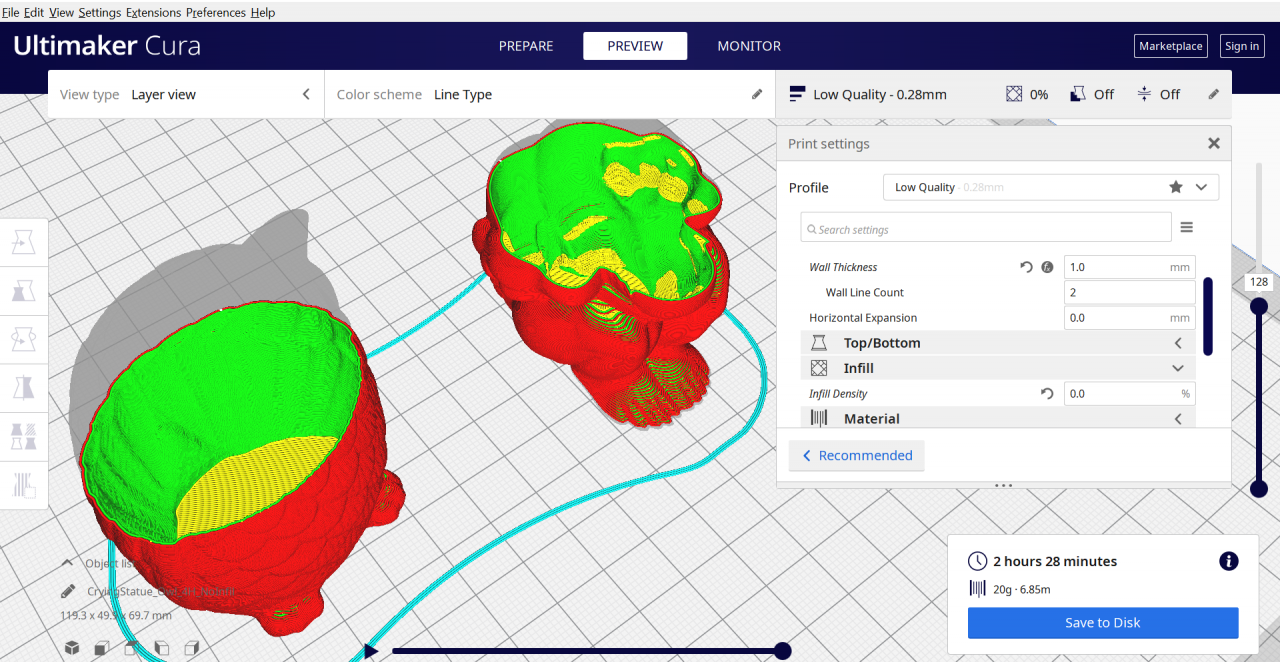
Я не был уверен, что печать толщиной 1 мм получится без внутренней поддержки, но, к моему удивлению, все получилось очень хорошо, я изменил настройки в Cura для толщины внешней оболочки и 0% заполнения для всех четырех форм.
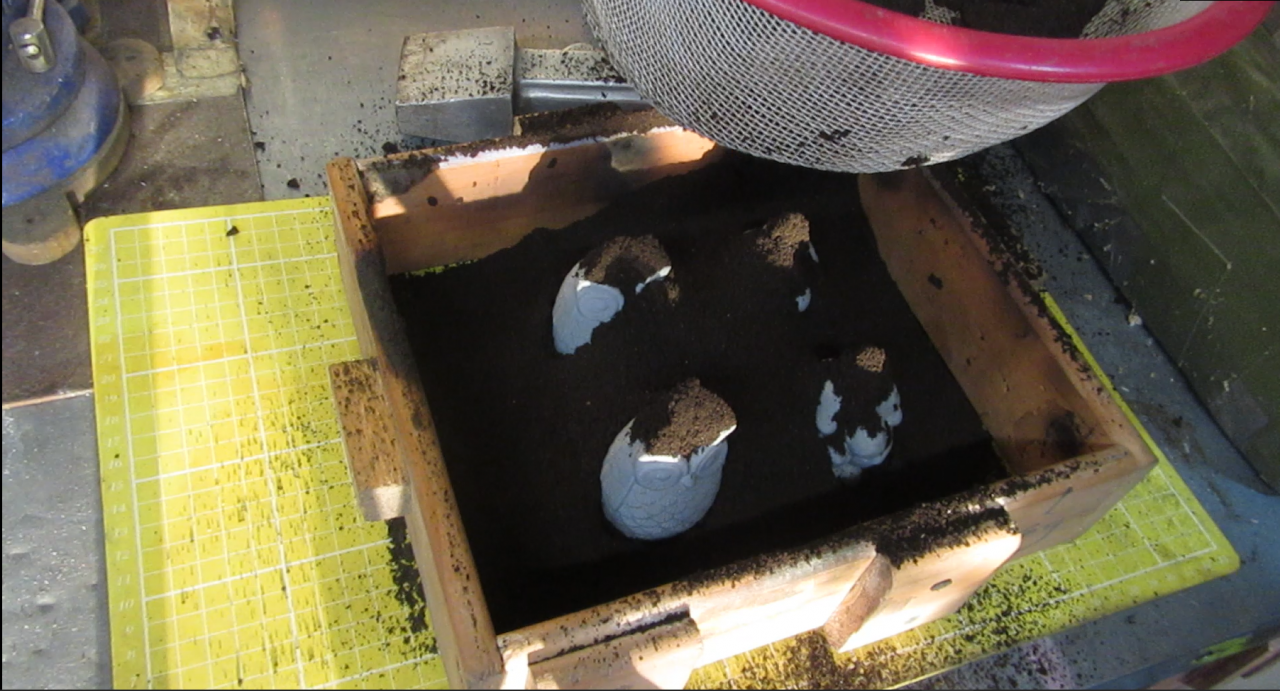

Я использовал свой очень старый, но все еще пригодный для использования Petrobond (песок пропитанный маслом) и закопал четыре 3D-фоормы в песок, затем я использовал свою мини-паяльную горелку, чтобы сделать отверстие в основании, куда должен был быть залит расплавленный алюминий, идея состояла в том, чтобы попытаться удалить часть PLA в надежде, что это уменьшит некоторые дефекты литья, поскольку PLA всплывает, при заливке расплавленного алюминия в форму.










Я использовал свою старую добрую печь и расплавил немного переработанного алюминиевого лома, после дегазации и удаления примесей я залил расплавленный алюминий в четыре полости песчаной формы. После того как алюминий немного остыл, я извлек свежие отливки из песка и удивлся, что мое предположение оказалось верным, и 3D-формы толщиной 1 мм получились удачными, в то время как формы толщиной 2 мм оказалась неудачными. На изображениях вы можете увидеть разницу до того, как я немного почистил металл и слегка отполировал.





Я использовал сабельную пилу, чтобы отрезать лишнее алюминиевое основание, и угловую шлифовальную машинку, чтобы очистить и выровнять его. После этого я слегка почистил и отполировал алюминиевую отливку.


Надеюсь, вам понравилась эта инструкция, на мой взгляд итоговый результат выглядит здорово, а универсальность применения такого метода благодаря печати форм для заливки на 3D-принтере позволяет разгуляться фантазии .
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Подвижная фигурка штурмовика из звездных войн на 3D принтере — файлы для печати прилагаются!» и «Полное руководство по 3D-печати [часть 1]».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 79
79
Лазерно-гравировальная машина с ЧПУ LM 9060 PRO 100W
Рабочий стол – 900х600 мм; Мощность трубки – 100 Вт; Ресурс – 10 000 моточасов; Потребляемая мощность – 1,5 кВт: Вес – 340 кг.
524 164 ₽
Станок для резки пенопласта (пенополистирола) с ЧПУ с независимым перемещением СРП-112
Рама, стальная. Рабочее поле X, Y, 1400х1400 мм. Длина режущих струн, 1000,,,3000 мм.
 93
93
Фрезерно-гравировальный станок с ЧПУ WoodTec MH 6090
Размер обработки: 600х900х150 мм Мощность электрошпинделя (принудительное воздушное охлаждение) : 1,5 кВт Масса: 255 кг
382 970 ₽
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...






 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!