
Лазерно-гравировальные станки представляют собой высокотехнологичное оборудование, основанное на использовании лазеров для точной обработки поверхностей материалов. Их функциональность включает в себя не только резку, но и гравировку, что делает их универсальными в различных областях, начиная от производства промышленных деталей и заканчивая художественной гравировкой на разнообразных поверхностях. Эти станки работают с высокой точностью, обеспечивая возможность создания деталей с интригующими узорами и текстурами. Управляемые системой ЧПУ, лазерно-гравировальные станки открывают широкие перспективы для творчества и индивидуального подхода в обработке разнообразных материалов.
В этой статье мы рассмотрим принцип работы лазерных станков CO2, материалы, которые они могут обрабатывать и немного поговорим о материалах, обработку которых лучше избегать.
Лазерные станки CO2 работают на основе генерации лазерного излучения из углекислого газа. Электрический разряд возбуждает молекулы CO2, создавая лазерный луч. Из лазерной трубки луч направляется на обрабатываемую поверхность через оптическую систему, состоящую из зеркал и фокусирующей линзы. При воздействии лазера материал подвергается тепловой обработке, что приводит к его резке или гравировке. В тоже время чиллер обеспечивают охлаждение лазерной трубки, что повышает эффективность оборудования, продлевает его срок службы и предотвращает перегрев компонентов.
Современные станки управляются системами ЧПУ, что позволяет программировать параметры обработки и контролировать движение лазерного луча с высокой точностью. Это обеспечивает возможность создания сложных геометрических форм и обработку материалов с высокой повторяемостью.
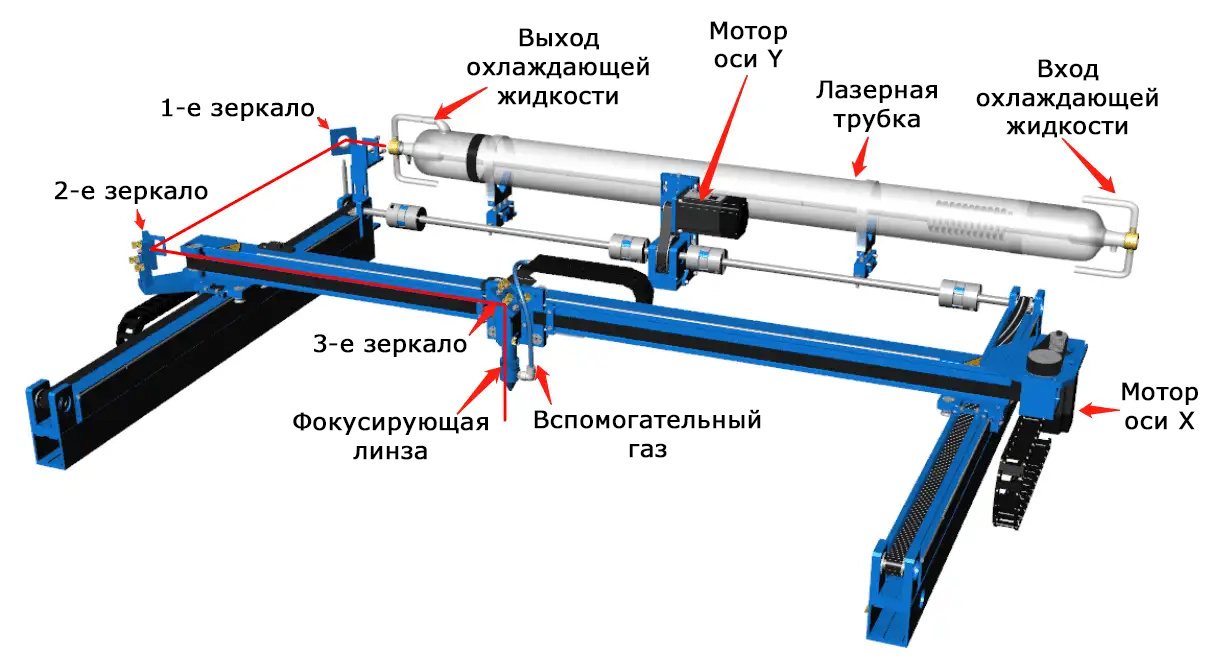
Схема лазерного станка
Органические материалы отлично поддаются лазерной обработке. Ниже представлены наиболее востребованные материалы, с учетом того, что параметры толщины могут быть приблизительны и зависят от мощности лазерной трубки:
Лазерные станки CO2 демонстрируют выдающуюся эффективность при обработке древесины и шпона толщиной в пределах 10-15 мм, в зависимости от породы материала. Процесс резки требует эффективного обдува, который обеспечивает точный и аккуратный рез. Особенно успешно поддаются обработке такие породы, как сосна, ель, осина и тополь, в то время как береза, бук и дуб могут представлять некоторые трудности из-за их повышенной твердости. Сложность резки также зависит от наличия сучков, что влияет на качество реза. Характеристики резки вдоль и поперек волокон существенно различаются, а край реза может иметь разнообразную окраску, от светло-коричневого до практически черного, с небольшим обугливанием.
Фанера толщиной до 8-10 мм легко режется и гравируется. Настройка параметров лазерного станка имеет важное значение, учитывая разнообразие основного материала, клеев и методов обработки, которые влияют на эффективность резки фанеры. Оптимальные результаты достигаются при использовании обессмоленной фанеры, особенно той, которая изготовлена из хвойных пород древесины.
Фанера из березы может представлять определенные трудности при резке, особенно если в ней присутствуют формальдегидные смолы. Края обработки обычно имеют темный оттенок, а у тонких листов чуть-чуть желтоватый. Для достижения оптимальных результатов, режим и качество резки конкретной фанеры лучше определить экспериментально. При выборе лазерной трубки для обработки фанеры рекомендуется ориентироваться на правило: 10 Вт номинальной мощности лазерного излучателя достаточно для каждого 1 мм толщины фанеры.
Гравировку картона, пенокартона, бумаги и тканей следует проводить на низкой мощности. Лазерная резка картона осуществляется с высокой точностью, что делает ее идеальной для создания декоративных элементов, упаковки и прототипов. Высокая точность и чистота лазерной резки позволяют обрабатывать различные толщины картона, а система обдува снижает обугливание краев.
Пенокартон успешно поддается лазерной обработке, что позволяет создавать из него детали для упаковки, стендов и игрушек. Резка бумаги и тканей на лазерном станке CO2 обеспечивает высокую детализацию и четкие края, что полезно для изготовления визиток, декоративных элементов и текстильных изделий. Проблему равномерной фиксации тонких материалов решают сотовые столы, обеспечивая стабильность в процессе обработки. Резка в несколько слоев, как правило, не применяется.
Кожа быстро и качественно режется толщиной до 3-4 мм, также успешно гравируют её поверхность. При резке кожи важен хороший обдув воздухом, чтобы обеспечить чистоту обработанных границ.
Цвет и степень обугливания краев сильно зависят от сорта кожи, поэтому проведение пробных резов необходимо для достижения оптимальных результатов. Также, как и при работе с картоном, существует проблема равномерного распределения и фиксации материала на плоскости, что решается использованием специальных столов.
МДФ и ПСБ, материалы с однородной структурой, хорошо поддаются лазерной обработке до 8-10 мм толщины, но требуют проведения пробных резов из-за различий в типе связки и плотности. Процесс резки обеспечивает четкие и аккуратные края, а гравировка позволяет создавать декоративные узоры и текстуры.
Границы реза на МДФ и ПСБ окрашены в диапазоне от светло- до темно-коричневого, что обуславливается особенностями материалов. Интенсивный обдув воздухом является неотъемлемой частью процесса, обеспечивая чистоту и предотвращая накопление пыли в зоне реза.
Лазерная резка ламинированной ДВП толщиной до 10-12 мм проходит эффективно, причем цвет торцевой поверхности может варьироваться от светло до темно-коричневого. Во время резки необходим активный обдув воздухом, чтобы обеспечить чистоту и предотвратить обугливание.
В отличие от других древесных материалов, ДСП имеет пористую структуру и специфическую полимерную связку на основе эпоксидных или формальдегидных смол, что негативно влияет на качество реза. Теоретически возможна обработка до 6 мм, однако край обработанного материала может быть неровным и иметь темный оттенок, иногда даже черный.
Резка и гравировка резины и линолеума проходят хорошо. Вблизи краев (в пределах 0,1 мм) может происходить потеря вулканизации, а некоторые типы резины могут обугливаться на торцевой поверхности. При этом присутствует запах, который постепенно исчезает. Важна тщательная настройка параметров резки для оптимизации процесса.
Акрил толщиной до 10 мм легко режется и хорошо реагирует на лазерную гравировку. Процесс характеризуется минимальным плавлением материала, который скорее испаряется, а затем удаляется сжатым воздухом. Заметное оплавление поверхности возможно при медленной скорости резки и недостаточном потоке воздуха; важно избегать оплавления при медленной резке и недостаточном потоке воздуха.
На кромке иногда присутствует тонкая полосатая структура, которую практически невозможно полностью устранить. Эта особенность обусловлена физическими процессами, происходящими в зоне реза. При обработке акрила толщиной более 5-8 мм важно учитывать возможные термические напряжения, особенно при использовании режима "зеркальной резки", и их влияние на внутренние напряжения материала.
Резка и маркировка полистирола с помощью лазерных систем CO2 отличается высокой точностью и гибкостью. В сравнении с акриловым стеклом, обработка полистирола проходит медленнее и не так эффективно. Процесс резки включает в себя расплавление материала с образованием облоя на краях. При минимальной подаче сжатого воздуха край становится почти прозрачным, однако количество облоя остается значительным. Увеличение подачи воздуха снижает объем облоя, но может вызвать шершавость краев. Очистка стола и вентиляционной решетки требуется почти после каждой резки листа полистирола, что делает этот процесс более трудоемким.
Лазерные CO2 станки обеспечивают точную резку и гравировку полиэфирного стекла. В сравнении с акрилом, обработка полиэфирного стекла может протекать не так эффективно. Образование облоя при резке почти неизбежно. Поверхность реза может быть зеркальной, но всегда есть некоторая неровность. Эта неровность выражена сильнее чем у акрила.
Несмотря на то, что стиролакронитрил (САН) это относительно новый термопластичный пластик, он нашел широкое применение в рекламных технологиях и эффективно обрабатывается лазерных станках CO2. Качество реза САН между акрилом и полистиролом. Это открывает широкие перспективы для создания разнообразных рекламных продуктов, декоративных элементов и других изделий, где важны высокая точность и тонкая детализация.
Зеркальные и фольгированные пластики обычно обрабатываются аналогично основному материалу, однако существуют определенные трудности, связанные с возможным повреждением зеркального слоя. Эффективность обработки зависит от типа и бренда металлизированной пластмассы, метода нанесения металлизированного слоя и защитного слоя краски. Во время обработки требуется интенсивный обдув воздухом. Чтобы не повредить зеркальный слой резку этих пластиков предпочтительно проводить с направлением вверх по зеркальному слою. Рекомендуется проводить пробные резы
Лазерная резка поликарбоната возможна лишь до толщины 1-2 мм. Этот процесс придает краям поликарбоната характерный зеркально-коричневый оттенок с выраженным облоем и заметной периодической структурой. Также возможна резка сотового поликарбоната толщиной 4-6 мм, однако качество реза остается низким. Несмотря на ограничения в толщине и особенности визуального вида краев, лазерная обработка дает возможность создавать изделия с высокой точностью и тонкой гравировкой для рекламы и дизайна.
Однако поликарбонат, известный своей способностью поглощать инфракрасное излучение, требует особой осторожности и точной настройки параметров резки и гравировки, если вы хотите получить чистые и точные края. CO2-лазер является предпочтительным вариантом для резки поликарбоната, в то время как волоконный лазер подходит для гравировки. Но стоит учитывать, что поликарбонат может быстро перегреваться в процессе лазерной резки, что может привести к изгибам, растрескиванию или изменению цвета.
Разнообразные ламинированные пластики, такие как текстолит и гетинакс, плохо поддаются лазерной обработке из-за слоистой структуры и особенностей полимерной связки. Важно учитывать, что эффективность лазерной обработки может зависеть от конкретного состава материала и типа покрытия, поэтому рекомендуется проводить тесты для определения оптимальных параметров в каждом случае.
Лазерные станки эффективно обрабатывают литые полимерные материалы, включая полипропилен, капролон и другие термореактивные полимеры при толщине 5-10 мм. Однако рекомендуется проводить пробные резы для каждой партии материала, учитывая возможные вариации в характеристиках марки и производителя. Это позволяет достичь оптимальных результатов обработки и гарантировать высокое качество реза и гравировки на литых полимерных материалах.
Фторопласт, известный своей высокой химической стойкостью и термической устойчивостью, предоставляет особые вызовы при лазерной обработке. Лазерная резка фторопласта может быть ограничена, поскольку материал обладает высокой инфракрасной прозрачностью, что снижает поглощение лазерного излучения. Однако, при использовании идеальной системы вытяжки и специально подобранных настроек лазерного станка, возможно достичь определенной степени резки. Для резки фторопласта толщиной более 10 мм, рекомендуется использовать фрезерный станок.
Облицовочные пластики и термопласты поддаются резке до 2 мм, и несмотря на то, что результат может быть приемлемым, сам процесс резки может быть трудоемким. Для оптимизации параметров обработки рекомендуется проведение пробных резов для каждой партии материала.
Поролон и пенопласт хорошо обрабатываются на лазерных станках. Возможны варианты с оплавлением кромок или без него, что предоставляет гибкость в выборе эстетического вида результата обработки. При толщине материала выше 20-25 мм возможно появление бочкообразности лазерного реза, что может вызвать неперпендикулярность краев по отношению к поверхности. При резке поролона могут возникнуть сложности из-за внутренних напряжений, влияющих на контур резки. Оптимизация параметров обработки необходима для достижения наилучших результатов при работе с этими материалами.
Обработка паронита и гипсокартона проходит эффективно и без трудностей. Лазерная резка паронита широко применяется для изготовления прокладок и уплотнителей, а скорость резки зависит от толщины материала. Лазерная резка гипсокартона используется для создания декоративных элементов, стеновых панелей, креативных перегородок, светильников и модульных конструкций с высокой точностью и уникальным дизайном.
Лазерные станки с ЧПУ - оптимальное оборудование для резки слюдопласта. Крайне тонкий лазерный луч создает прорези шириной всего 0,1 мм, позволяя размещать заготовки вплотную друг к другу и экономить материал. Преимущества включают гладкие края без постобработки, высокую точность и скорость, возможность резки сложных форм, отсутствие повреждений материала и регулировку мощности луча для адаптации к разной толщине листов.
Эффективность обработки искусственного камня зависит от типа связующего вещества. Если основой искусственного камня является акрил, то он отлично поддается лазерной резке на толщинах 10-12 мм, а гравировка достигает высокого качества даже без дополнительных средств. Поверхность реза характеризуется гладкостью и матовостью по бокам. Для других типов связующих веществ рекомендуется провести тестовую резку для оптимизации параметров обработки и достижения желаемых результатов.
Натуральный камень, крайне сложно резать лазером из-за высокой плотности и термической инертности данного вида материалов. Возможность гравировки натурального камня сохраняется, но для резки рекомендуется использовать фрезерные станки для обработки камня.
Стекло можно обработать на лазерно-гравировальном станке, но важно учитывать, что стекло не поглощает лазерное излучение так эффективно, как другие материалы, и требует специальной оптимизации параметров для достижения желаемых результатов.
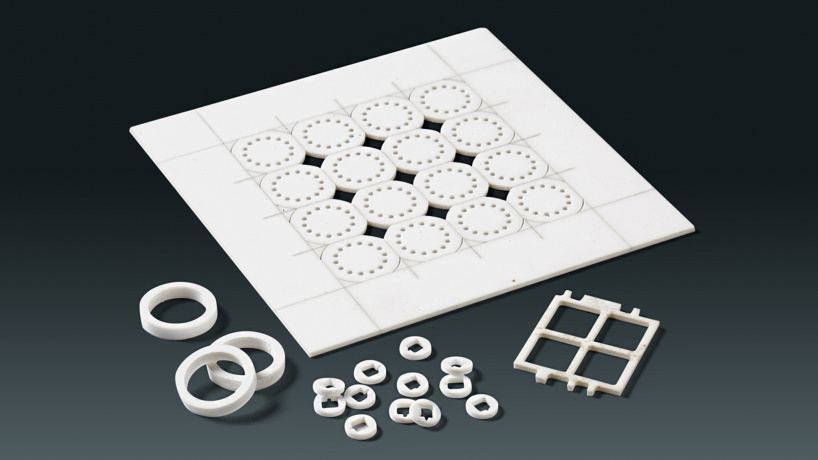
Керамика плохо поддается лазерной резке. Некоторые виды керамической плитки могут быть порезаны лазером, однако сохранение малых радиусов кривизны контура реза остается трудной задачей. Этот процесс требует тщательной оптимизации параметров, и скорость обработки остается относительно низкой.
Металлы трудно и неэффективно обрабатывать на лазерно-гравировальных станках CO2, из-за их ограниченной эффективности при воздействии лазерным излучением CO2, которое металлы отражают. Использование CO2 лазеров для металлообработки оправдано лишь в определенных случаях, когда необходимо обработать тонкий листовой металл толщиной 1-4 мм, и даже в таких случаях эффективнее и проще будет использовать оптоволоконный лазерный станок.
ПВХ широко используется в трубах и вывесках. Под воздействием CO2-лазера он выделяет токсичный хлорный газ и коррозийные пары соляной кислоты. Эти выбросы могут повредить лазерную систему и представлять значительный риск для здоровья оператора. Поэтому лучше избегать резки или гравировки материалов из ПВХ.
Тем не менее, при использовании соответствующих мер предосторожности и систем вытяжки, возможна успешная резка вспененных ПВХ пластиков толщиной до 15 мм. Кроме того, процесс резки требует интенсивной подачи сжатого воздуха, минимизируя образование облоя и обеспечивая чистый рез. Окраска кромки реза зависит от материала и толщины, сохраняя коричневый оттенок, который может быть частично удален механической очисткой, но полностью избавиться от него затруднительно. Полученные изделия сохраняют особенный запах, который постепенно угасает.
Как и ПВХ, винил и синтетическая кожа из винила выделяют вредные газы на основе хлора при воздействии CO2-лазера. Важно отметить, что некоторые типы синтетической кожи, например замша предназначены для гравировки лазером и безопасны при обработке.
Экспериментирование с лазерной резкой данных материалов представляет чрезвычайную опасность и лучше воздержаться от таких попыток.

 79
79
Лазерно-гравировальная машина с ЧПУ LM 9060 PRO 100W
Рабочий стол – 900х600 мм; Мощность трубки – 100 Вт; Ресурс – 10 000 моточасов; Потребляемая мощность – 1,5 кВт: Вес – 340 кг.
523 610 ₽
 17
17
Лазерный станок для резки фанеры, пластика и других материалов LM 1616 PRO OPEN 180W
Размеры рабочего стола – 1600 х 1600 мм; Мощность трубки – 180 Вт; Ресурс – 10 000 моточасов; Потребляемая мощность – 4 кВт; Вес – 700 кг.
1 122 021 ₽
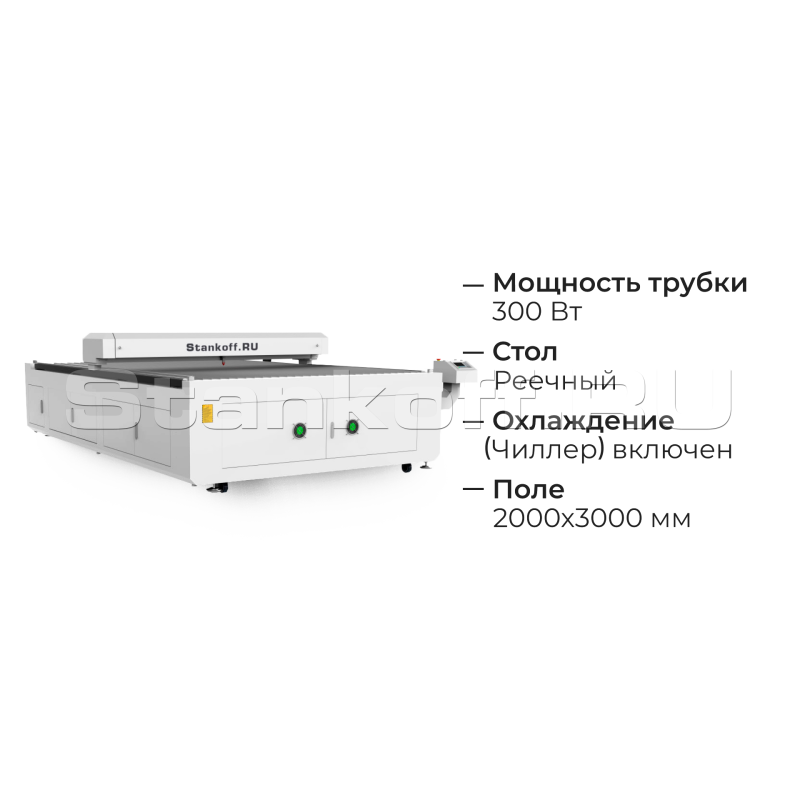
Лазерный гравировальный станок с ЧПУ LM 2030 PRO OPEN 300W
Рабочий стол – 2000х3000 мм; Мощность трубки – 300 Вт; Ресурс – 10 000 моточасов.
1 757 833 ₽

Лазерная трубка RECI W1 позиционируется как мощная трубка небольшого размера. По сравнению с трубками других производителей, RECI W1 при такой же длине более мощная и имеет более длительный срок службы. Она подходит для лазерной резки, лазерной гравировки и маркировки неметаллических материалов.

Лазерные CO2 трубки YONGLI серии As изготавливаются по запатентованной компанией технологии, обеспечивающей длительный ресурс работы и эффективную корректировку диаметра, формы и качества светового пятна - они более округлые, а световые конусы более тонкие по сравнению с аналогичными приборами.

Линза фокусирующая для лазера CO2 D25 F76,2
Фокусное расстояние 76,2 мм. Диаметр линзы 25 мм. Толщина 2 мм

Холодопроизводительность, 0.81 кВт. Количество контуров охлаждения, 1. Мощность компрессора, 0.32 кВт.
45 000 ₽ 54 000 ₽

Чиллер для лазерного станка S&A CW-5000АG
Чиллер CW-5000АG используется для охлаждения лазерных СО2-излучателей мощностью до 80Вт, твердотельных лазеров мощность 5-10 Вт, шпинделей до 5 кВт. Чиллер CW-5000AG оснащен системой защиты. Может работать в двух режимах: поддержание заданной температуры вне зависимости от температуры окружающей среды; поддержание разницы температур в зависимости от температуры окружающей среды.

Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...



![Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются]](https://www.stankoff.ru/files/blog/3JWC7BRS9Sm1KdCqEsPoA6fpVuChQgfsBI1deOYg.jpg)






 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!