
Лазерный луч - удивительная вещь. Лазерный луч непрерывной мощности имеет плотность энергии, более чем в 4 триллиона раз превышающую сфокусированную энергию солнца, и производители нашли способы использовать эту необычайно высокую плотность энергии для выполнения любых задач - от резки и сварки листового металла до сверления отверстий в печатных платах.
Лазеры могут резать, соединять и удалять материал. Они могут даже могут быть использованы в аддитивном производстве, например, в импульсном лазерном напылении или 3D-печати. Мы можем изменять уровни мощности, частоту импульсов и плотность энергии с помощью манипуляций с диаметром луча, а также другими способами, чтобы лазерный луч мог вызывать нужные реакции материала для различных процессов. В самом деле , применение лазера в промышленности обширно и разнообразно.
Примечание: данная статья является переводом.
Различные материалы по-разному взаимодействуют с различными длинами волн света, что делает некоторые лазерные источники более эффективными при обработке определенных материалов, чем другие. Например, одним из известных преимуществ резки металла для промышленного применения с помощью лазеров с длиной волны 1 мкм является увеличение скорости по сравнению с резкой с помощью CO2-лазеров. Во многом это объясняется высокой поглощающей способностью света этой длины волны, например, в углеродистой стали (см. рис. 1). Небольшой пучок света, эффективно поглощаемый в разрезаемой стали, непосредственно приводит к более высокой скорости при резке плавлением (то есть резке с использованием нереактивного газа, такого как азот) в углеродистой стали.
При резке твердотельным лазером, таким как дисковый или оптоволоконный, диаметр сфокусированного пучка в сочетании с высоким процентом поглощения излучения лазера позволяет достичь очень высоких скоростей резки. Это преимущество в производительности по сравнению с CO2 проявляется в основном при обработке тонких и средней толщины материалов, причем преимущество уменьшается по мере увеличения толщины материала. Диаметр луча можно в определенной степени контролировать с помощью таких вещей, как коллимация света или изменение положения фокусирующей линзы (см. рис. 2), но существует предел того, насколько большой или маленький луч может быть получен.
Диапазон диаметров пучка определяется размером волокна доставки пучка (см. рис. 3). Волокно доставки луча диаметром 100 мкм обычно используется в лазерах для резки листового металла. Такой диаметр сердцевины обеспечивает высокое качество луча и высокую скорость резки. При увеличении толщины материала очень маленький размер пятна становится препятствием, ограничивая производительность, качество резки и надежность процесса.
Чтобы смягчить эту проблему, можно выбрать больший диаметр сердечника. Недостатком этого, конечно, является то, что минимальный диаметр луча становится намного больше того, что может обеспечить сердечник меньшего диаметра. Хотя качество и надежность процесса существенно повышаются, скорость работы с более тонкими материалами снижается.
Именно здесь может помочь двухжильное волокно. Одна сердцевина малого диаметра устанавливается коаксиально с сердцевиной большого диаметра. Программируемый затвор меняет, какая из жил активна. Такое волокно предназначено для того, чтобы система лазерной резки достигала высоких скоростей при работе с тонкими материалами и высокого качества и надежности при работе с более толстыми материалами.
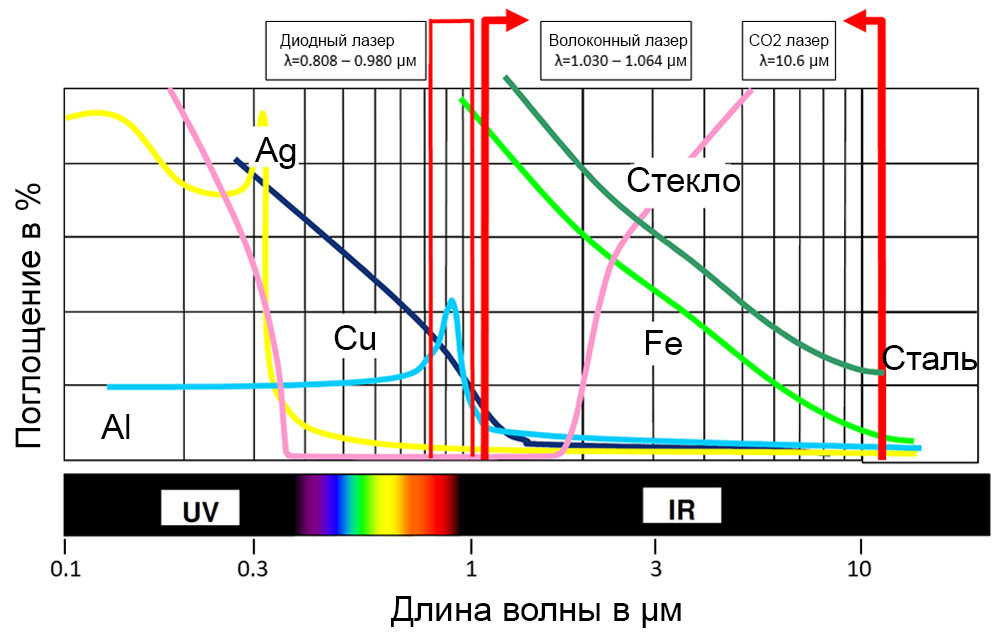
Рисунок 1. Энергия от 1-микронной длины волны дискового и волоконного лазера помогает увеличить скорость резки во время резки плавлением.

 35
35
Высокомощный оптоволоконный лазерный станок XTC-1560G/12000 Raycus
Рабочая зона – 1500x6000 мм; Источник – Raycus; Мощность лазера – 12000 Вт.
Диаметр луча выполняет еще одну функцию при сварке. Хотя лазерная сварка отнюдь не нова, она пользуется большой популярностью как в мастерских, так и у производителей комплектного оборудования благодаря потенциальной экономии затрат за счет меньшего количества повторных работ, большей гибкости проектирования и исключения дорогостоящих и трудоемких последующих процессов, таких как шлифовка и полировка.
В листовом металле лазерная сварка осуществляется двумя основными способами: это теплопроводная сварка и сварка с глубоким проплавлением. При теплопроводной сварке используется сильно расфокусированный луч, расположенный над изделием. Положение фокуса луча обычно составляет от 6 до 12 мм над поверхностью заготовки, но может достигать 25 мм. Процесс нагревает металл выше температуры плавления без образования паров. Плотность мощности составляет от 104 до 105 Вт/см2 и зависит от теплопроводности металла; например, углерод и нержавеющая сталь легче свариваются этим методом, чем алюминий.
Теплопроводная сварка дает очень эстетичный сварной шов, расположенный перпендикулярно (90 градусов) лазерному лучу, хотя существует некоторая угловая гибкость с компромиссом по глубине проплавления, а эффективность процесса в определенном смысле низкая. Когда в процессе используется твердотельный лазер, излучающий свет с длиной волны 1 мкм, 68 процентов энергии отражается от облучаемой области заготовки, что приводит к низкой эффективности соединения, ограничивающей глубину проплавления и скорость сварки. При использовании CO2-лазера показатель еще хуже: 88 процентов света отражается от облучаемой области, что делает сварку теплопроводностью с помощью CO2-лазера непрактичной.
Несмотря на некоторые ограничения, теплопроводная сварка по-прежнему пользуется огромной популярностью среди производителей, особенно в тех случаях, когда требуется закругленная кромка. Вспомните все приборы из нержавеющей стали на вашей кухне или загляните на кухню ресторана и посмотрите на поверхности из нержавеющей стали. Присмотритесь, и вы увидите следы шлифовки и несовпадающие радиусы от ручной доработки, которая используется для решения проблем, возникающих при обычной сварке.
Посмотрите на те же детали, изготовленные с помощью лазерной сварки с теплопроводностью, и вы заметите, что эти проблемы исчезли. Это действительно подтверждает постоянно растущий интерес к лазерной сварке, особенно в условиях, где большое количество доработок является нормой.
При использовании одного и того же лазерного источника и системы доставки луча можно манипулировать плотностью луча и положением фокуса для сварки по второй методике. При сварке с глубоким проплавлением или как её называют по другому сварка в замочную скважину использует положение фокуса приблизительно 0; то есть фокус находится на поверхности материала или вблизи нее, создавая высокую плотность энергии на заготовке. В то время как при сварке с теплопроводностью эффективность соединения относительно низкая, при сварке с глубоким проплавлением она довольно высокая как с твердотельными, так и с CO2 лазерными источниками; эффективность соединения составляет 10 и 15 процентов соответственно.
В процессе обработки деталь нагревается выше температуры, при которой происходит парообразование, и формирует паровой капилляр за счет давления абляции выходящих паров металла, создавая "замочную скважину", которая и дает название процессу. Плотность мощности составляет от 105 до 106 Вт/см2, а глубина проплавления зависит от образования замочной скважины.
Этот метод сварки обеспечивает высокую скорость сварки, узкую зону термического влияния и значительную глубину провара. Из-за низкой передачи энергии и большой глубины проплавления сварка с глубоким проплавлением больше подходит для толстых материалов или при подготовке шва "поверхность-поверхность" или "поверхность-кромка". Идеальным вариантом подготовки шва является стыковое соединение "кромка в кромку", хотя процесс шпоночной сварки обычно хорошо подходит для различных конфигураций швов.
При выборе между сваркой с теплопроводностью и сваркой с глубоким проплавлением выбор определяется областью применения. Хотя сварка с теплопроводностью, возможно, выглядит лучше, простой факт заключается в том, что сварка с глубоким проникновением обычно дешевле из двух вариантов, в основном благодаря высокой скорости сварки. Тем не менее, вы можете воспользоваться преимуществами скорости и низкой передачи энергии при сварке глубокого проплавления и получить при этом красивые, последовательно закругленные края, характерные для сварки теплопроводностью. Просто пройдитесь по уже сваренному шву с замочной скважиной, установив луч в положение повышенной фокусировки.
Лазеры продолжает решать все больше производственных задач, и такие переменные процесса, как диаметр луча и манипулирование им, продолжают оказывать значимое влияние. От резки и сварки до аддитивного производства - прогресс в лазерных технологиях, несомненно, станет ключевым компонентом успеха в четвертой промышленной революции.
Новейшие технологии дают нам представление о том, насколько обширен потенциал лазерного оборудования для обработки металлов и не только. Рассмотрим лазеры с ультракороткой длительностью импульса. Чтобы дать представление о масштабах, свет движется со скоростью 186 000 миль в секунду. За одну секунду свет может пройти окружность Земли 7,5 раз. За пикосекунду свет проходит всего 300 мкм! Если время поглощения обрабатываемого материала меньше времени электрон-фононного взаимодействия, происходит холодная абляция; металл не нагревается и не плавится, а полностью диссоциируется.
Холодная абляция применяется как в металлах, так и в различных других материалах, включая стекло. В большинстве случаев стекло обрабатывается с помощью процесса разметки и разрыва, когда сила разрывает материал по линиям разметки, или поверхностной абляции с помощью ультрафиолетовых (УФ) лазеров.
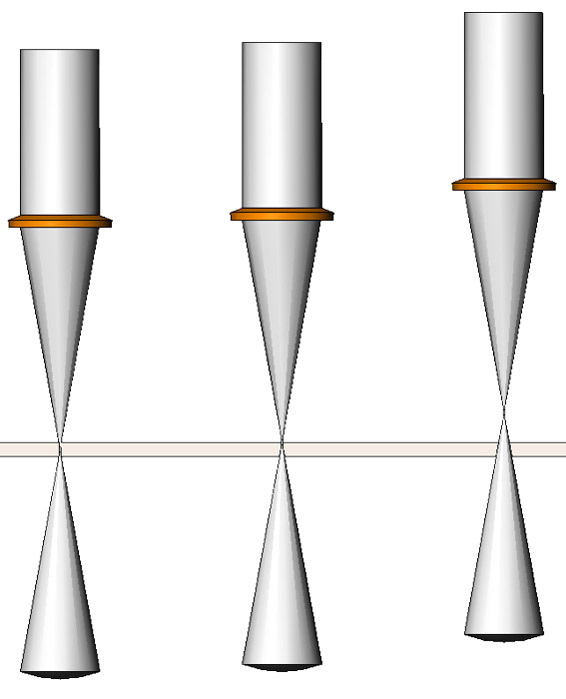
Рисунок 2. Диаметр луча можно в некоторой степени контролировать, изменяя положение фокусирующей линзы.
Почему именно ультрафиолетовые лазеры? Это связано с поглощением. В нормальных условиях фотон инфракрасного света (~1 мкм) не поглощается прозрачным материалом. Те из нас, кто пытался резать прозрачные материалы или покрытия дисковым или волоконным лазером, слишком хорошо это знают. Именно поэтому специалисты по обработке стекла использовали УФ-лазеры, но они также могут использовать альтернативный подход: нелинейное поглощение света с помощью лазеров с ультракороткими длительностями импульсов.
Опять же, в условиях линейного поглощения прозрачный материал не поглощает фотоны. Но при нелинейном поглощении света несколько фотонов поглощаются одновременно, объединяя свою энергию и позволяя ИК-излучению (такому как диск или волокно) выполнять работу УФ-лазера.
Это достигается за счет ультракоротких длительностей импульсов. Они объединяют энергию с абляцией, осуществляемой не тепловыми процессами, а путем прямой диссоциации материала. Такая холодная абляция позволяет гораздо более точно обрабатывать материалы. Этот процесс в сочетании с оптикой, создающей удлиненный профиль луча, позволяет лазеру достигать чрезвычайно высоких скоростей резки прозрачного материала.
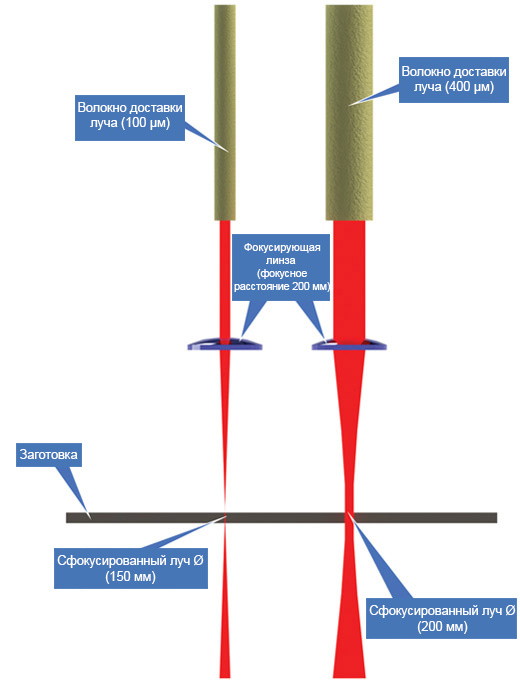
Рисунок 3. Диаметр волокна доставки определяет диапазон диаметров луча.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Инструкция по ручной лазерной сварке [часть 1]» и «Как продлить срок службы оптоволоконного лазерного станка?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...






 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!