Сверлильно-присадочный станок с ЧПУ HOLD HB 621-R
Макс. длина заготовки - 3100 мм;
Макс. ширина заготовки - 1210 мм;
Мощность шпинделя - 6 кВт.

Сверлильно-присадочный станок с ЧПУ HOLD HB 622-P
Макс. длина заготовки - 3100 мм;
Макс. ширина заготовки - 1210 / 650 мм;
Мощность шпинделя - 6 кВт.

Сверлильно-присадочный станок с ЧПУ HOLD HB 642-P
Макс. длина заготовки - 3100 мм;
Макс. ширина заготовки - 1210 / 1100 мм;
Мощность шпинделя - 6 кВт.

Сверлильно-присадочный станок с ЧПУ HOLD HB 711-KH8
Макс. длина заготовки - 3100 мм;
Макс. ширина заготовки - 1210 мм;
Мощность шпинделя - 9 кВт.

Сверлильно-присадочный станок с ЧПУ HOLD HB 711-NH8
Макс. длина заготовки - 3100 мм;
Макс. ширина заготовки - 1210 мм;
Мощность шпинделя - 9 кВт.

Сверлильно-присадочный станок с ЧПУ HOLD HB 721-H8
Макс. длина заготовки - 3100 мм;
Макс. ширина заготовки - 1210 мм;
Мощность шпинделя - 9 кВт.



Сверлильно-присадочный станок с ЧПУ HOLD HB G-llR
Макс. длина заготовки - 3100 мм;
Макс. ширина заготовки - 1210 мм;
Мощность шпинделя - 6 кВт.

Горизонтальный сверлильно-присадочный станок с ЧПУ HOLD HB3G
Горизонтальный сверлильно-присадочный станок с ЧПУ HOLD HB3G используется для высокоточного сверления глухих отверстий в торцах мебельных заготовок. Это оборудование обеспечивает получение деталей с большим количеством отверстий, которые точно соответствуют необходимым размерам, без каких-либо сколов.

Сверлильно-присадочный станок с ЧПУ BJD LP-810DL
Мин. длина заготовки - 150 мм;
Ширина заготовки, - 50 мм;
Мощность шпинделя - 3,5 кВт.





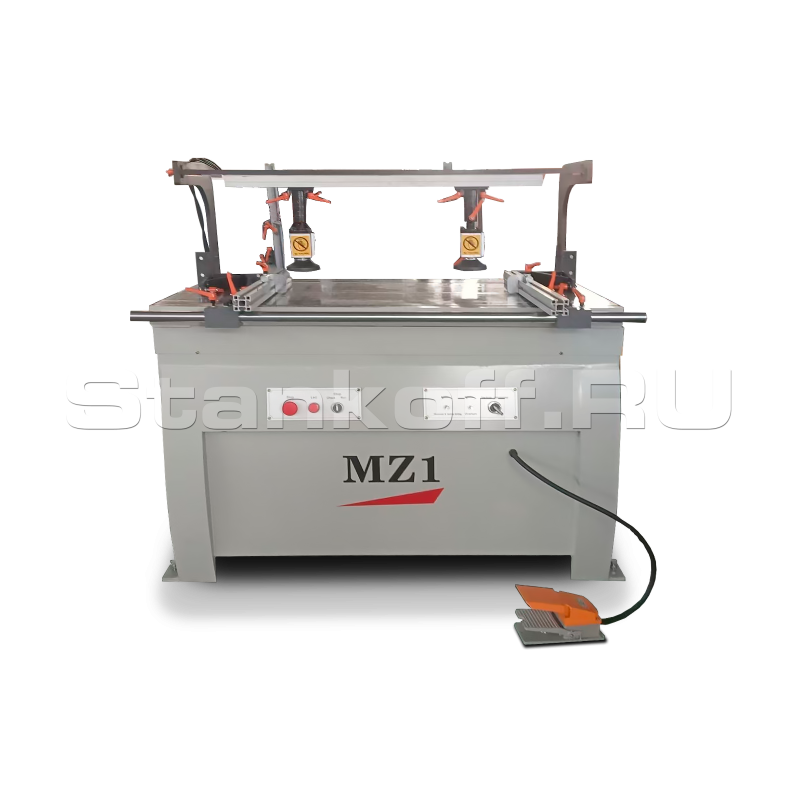
Сверлильно-присадочный станок MZ1
Сверлильно-присадочный станок MZ1 предназначен для точного и быстрого выполнения глухих и сквозных отверстий в торцевых и плоскостных поверхностях деревянных заготовок, мебельного щита и бруса. Модель широко применяется на деревообрабатывающих и мебельных предприятиях, где требуется стабильное качество, высокая производительность и надежность оборудования.

Сверлильно-присадочный станок с ЧПУ BJD LP-810L
Мин. длина заготовки - 200 мм;
Мин. ширина заготовки - 50 мм;
Мощность шпинделя - 3.5 кВт.

Сверлильно-присадочный станок MZB2A
Станок предназначен для вертикального сверления гнезд под установку петель. Управление сверлильными суппортами производится пневмопедалью. Расстояние между высверливаемыми петлями устанавливается вручную, посредством перемещения суппортов по направляющим с помощью ходовых винтов. Используется на мебельных предприятиях для присадки отверстий под фурнитуру на мебельные фасады и дверцы различного...
169 000 ₽

Сверлильно-присадочный станок с ЧПУ BJD LP-900TC
Одной из главных особенностей сверлильно-присадочных станков с ЧПУ серии BJD P является способность автоматически сверлить мебельные детали из различных материалов, таких как ДСП, МДФ, древесина и аналогичные по характеристикам материалы. Уникальность станка заключается в его способности обрабатывать детали с шести сторон за одну базировку, в вертикальной и горизонтальной плоскостях. Это...

Сверлильно-присадочный станок с ЧПУ BJD P851DL
Мин. длина заготовки - 150 мм
Мин. ширина заготовки - 35 мм
Мощность шпинделя - 2,2-5,5 кВт
 Отзывы о компании Станкофф
Отзывы о компании Станкофф








![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP.jpg)


![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m.webp)

![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS.jpg)



![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy.jpg)
![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf.jpg)