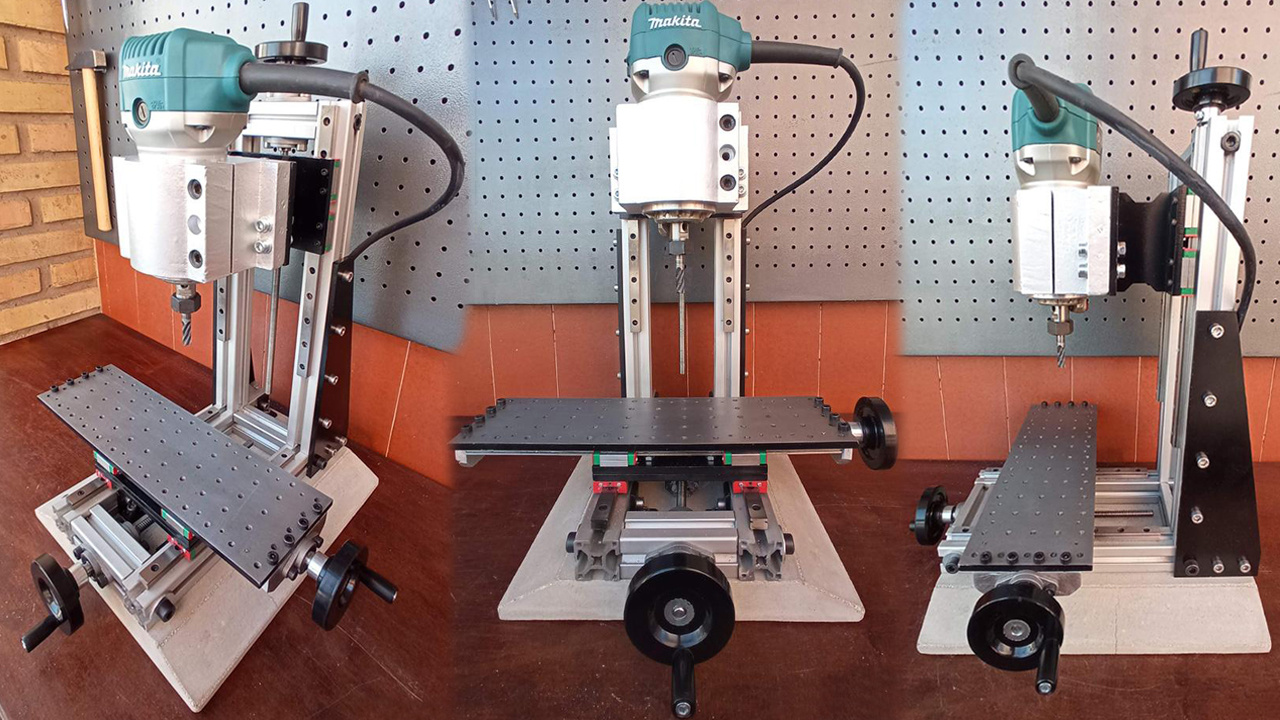
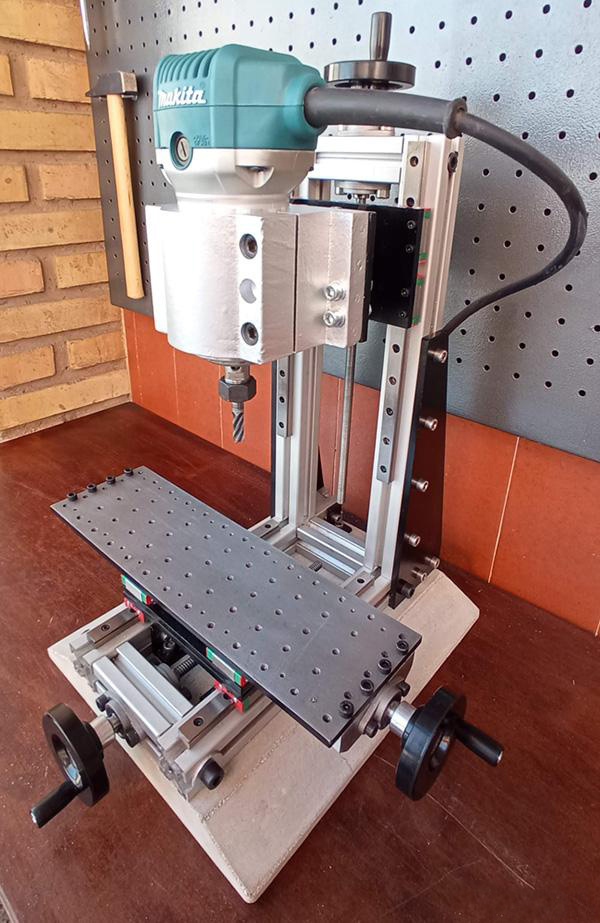
Я хотел иметь возможность обрабатывать небольшие детали из низкоуглеродистой стали и алюминия в домашних условиях для своих проектов. Он коммерческий фрезерный станок мне не по карману, и даже самые маленькие модели слишком велики для моей небольшой домашней мастерской. Тогда я решил, что сделаю небольшой фрезерный станок под себя.
Примечание: данная статья является переводом.




Используя форму из белого меламинового ДСП или картона, я изготовим полость размером 260x300x30 мм (ШxГxВ). По желанию и просто для эстетики вы можете добавить в форму несколько квадратов, чтобы конечная деталь получилась с фаской, как показано на моем примере.
Форма перевернута вертикально, так что нижняя зона формы будет держать верхнюю зону конечного изделия. Чтобы иметь 4 опорные точки в окончательном изделии, мы должны сделать 4 резьбы для болтов М6 на дне формы.
Затем смешиваем 80% серого цемента, 20% мелованного песка и несколько граммов стекловолокна в полосках для армирования детали. Позже вливаем в смесь воду, одновременно перемешивая до получения однородной массы.
Теоретически объем изделия составляет 2,34 литра, но из моего опыта работы с бетонными формами и из-за того, насколько дешев материал, я рекомендую делать более чем в два раза больше смеси цемента и песка.
Мы выливаем смесь на форму и стучим по нижней области, чтобы удалить все пузырьки воздуха и осадить смесь. Важно, чтобы смесь достигла верхней области, и стараемся сделать всё за одну заливку, чтобы избежать трещин.
Перед расформовкой ждем не менее 7 дней. Очень заманчиво сделать это раньше, я знаю. После извлечения из формы шлифуем края и мелкие дефекты. Деталь можно загерметизировать, чтобы избежать пятен жира или краски. Я использовал герметик для камня и бетона Barpimo.

Мы будем использовать только один тип алюминиевого профиля, в моем случае это был профиль 30×30 мм марки Bosch Rexroth, но вы можете использовать аналогичный профиль любого производителя.
Всего нам понадобится 1540 погонных мм (чуть больше полутора метров), разделенных на следующие куски:
Куски 350 мм: В каждом куске нужно сделать по 1 отверстию диаметром 8 мм (см. чертеж 3 загружаемого PDF). С другой стороны, начиная с ближайшего к концу отверстия, мы установим линейную направляющую 250 мм с отверстием 2,5 мм и резьбой M3.
300 мм детали: В каждой детали нужно сделать 2 отверстия диаметром 8 мм (см. чертеж 3 загружаемого PDF). С другой стороны, начиная с ближайшего к концу отверстия, мы установим линейную направляющую 200 мм с отверстием 2,5 мм и резьбой M3.
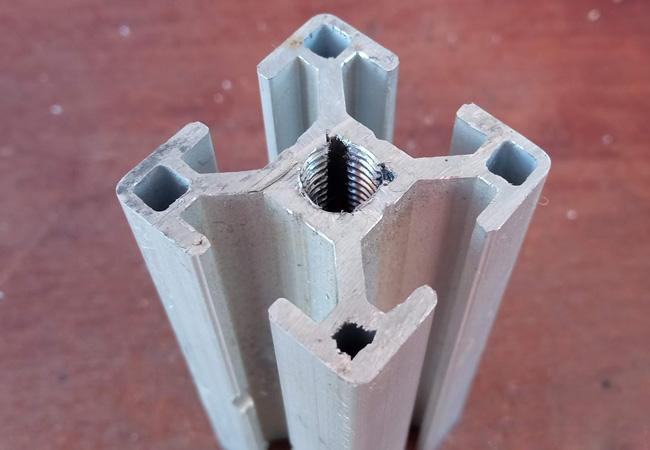
Детали 80 мм: В трех деталях мы сделаем резьбу M8 на торцах, в зависимости от модели профиля эта резьба может быть на пару мм ниже. Кроме того, в двух деталях мы сделаем отверстие 10 мм в одной из граней (см. чертеж 3 загружаемого PDF).

Важная часть машины основана на частях стального листа толщиной 6 мм (см. чертежи с 6 по 17 загружаемого PDF файла со всеми размерами частей), у нас есть два варианта их получения:
В файлах .dxf для отправки на лазерную резку есть отверстия, в которых нужно сделать резьбу меньше, чем обычно, чтобы избежать ослабления резьбы, поэтому перед нарезанием резьбы нужно просто пройтись сверлом, а затем нарезать резьбу метчиком.
В моем случае я использовал обычную углеродистую сталь, но можно использовать и нержавеющую сталь.
Мы прикручиваем линейные направляющие к алюминиевым профилям длиной 300 и 350 мм, неплотно.
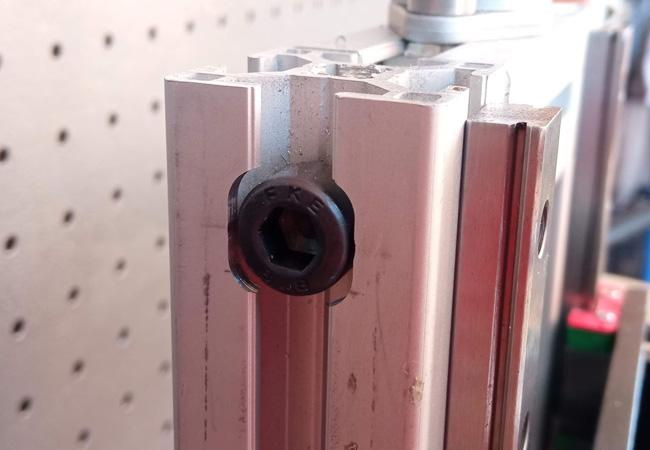
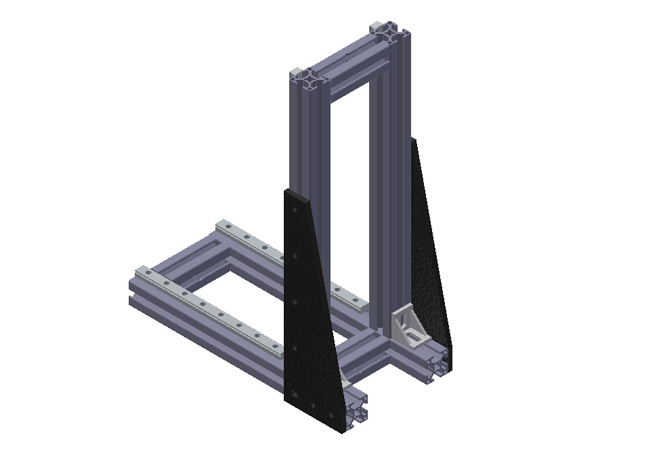
Собираем конструкцию из алюминиевых профилей, как показано на рис., Часть соединений делаем винтом с внутренним шестигранником М8х50, соединения пока не затягиваем.


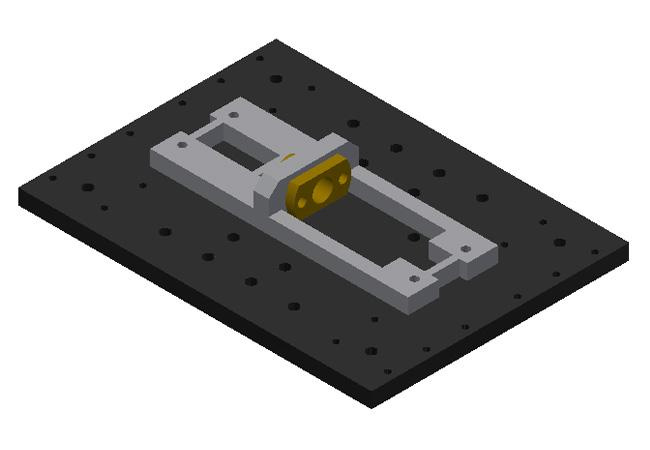
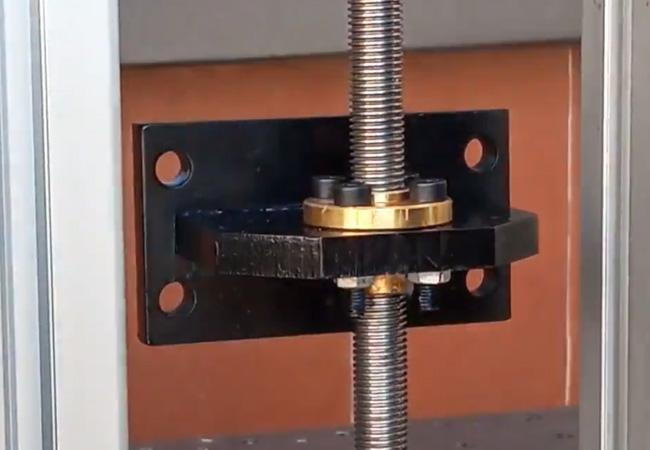
Устанавливаем латунную гайку с шагом 2 мм на один из "кронштейнов для гаек YZ".
Устанавливаем латунную гайку с шагом 2 мм на «Опору гайки X», возможно, эту деталь придется подпиливать через 2 из 4 непоследовательных отверстий из-за нехватки места, где она будет размещаться.

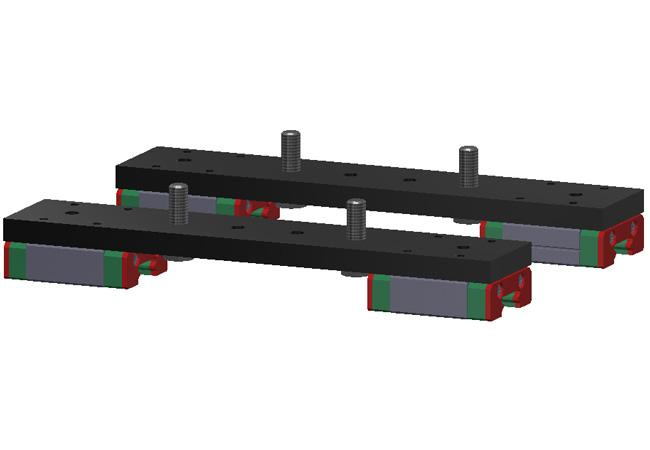
Пропускаем 4 блока MGN12C через направляющие 200 мм (ось Y).
Собираем предыдущую сборку на салазках оси Y.
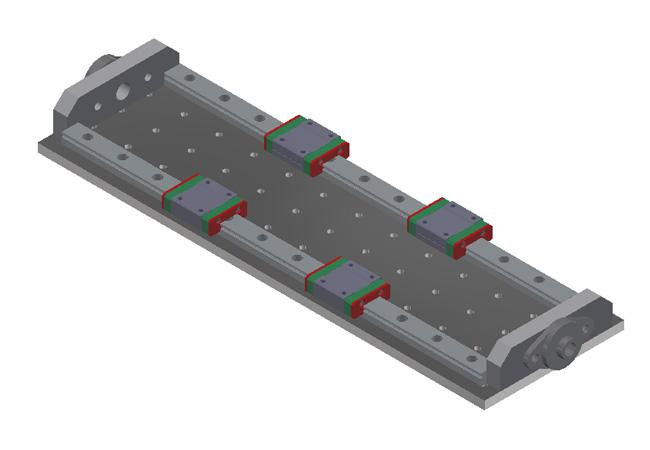
Устанавливаем две направляющие 300 мм на "Верхнюю пластину".
Пропускаем 4 блока MGN12C через направляющие 300 мм.
Устанавливаем две пластины "Опора шпинделя оси X" на концах "Верхней пластины".
Устанавливаем подшипник с опорой на каждом конце предыдущего комплекта.
На детали "Elevador Skates" оставляем два винта M5 x 15 мм с шестигранной головкой в одном направлении, а в противоположном направлении (с потайной головкой) прикручиваем пластины к бегункам в направляющих 300 мм.
Мы соединяем два комплекта "Пластина оси XY" и "Верхняя пластина" с помощью винтов с шестигранной головкой. Перед затяжкой важно соблюдать квадратуру.

Продеваем 4 конька, которые у нас остались, через направляющие оси Z.
На оставшийся узел «Гайкодержатель YZ» надеваем латунную гайку с шагом 1 мм.
Собираем конструкцию "Опора оси Z" из 4-х сварных пластин на полозьях.
Монтируем «Опору гайки YZ» на предыдущую конструкцию.
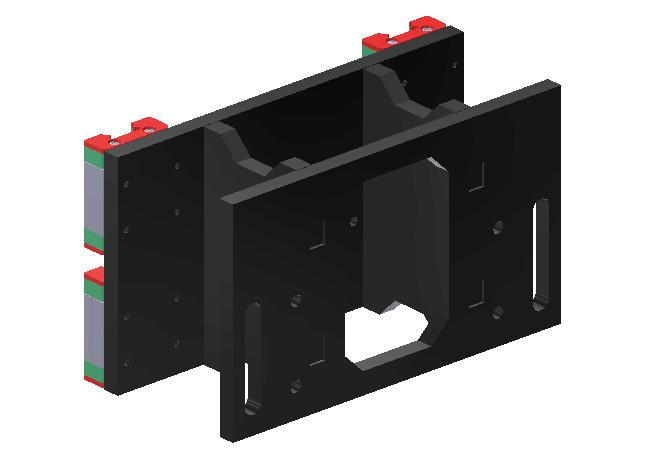
Монтируем опору для фрезерного станка диаметром 65 мм на предыдущую конструкцию.
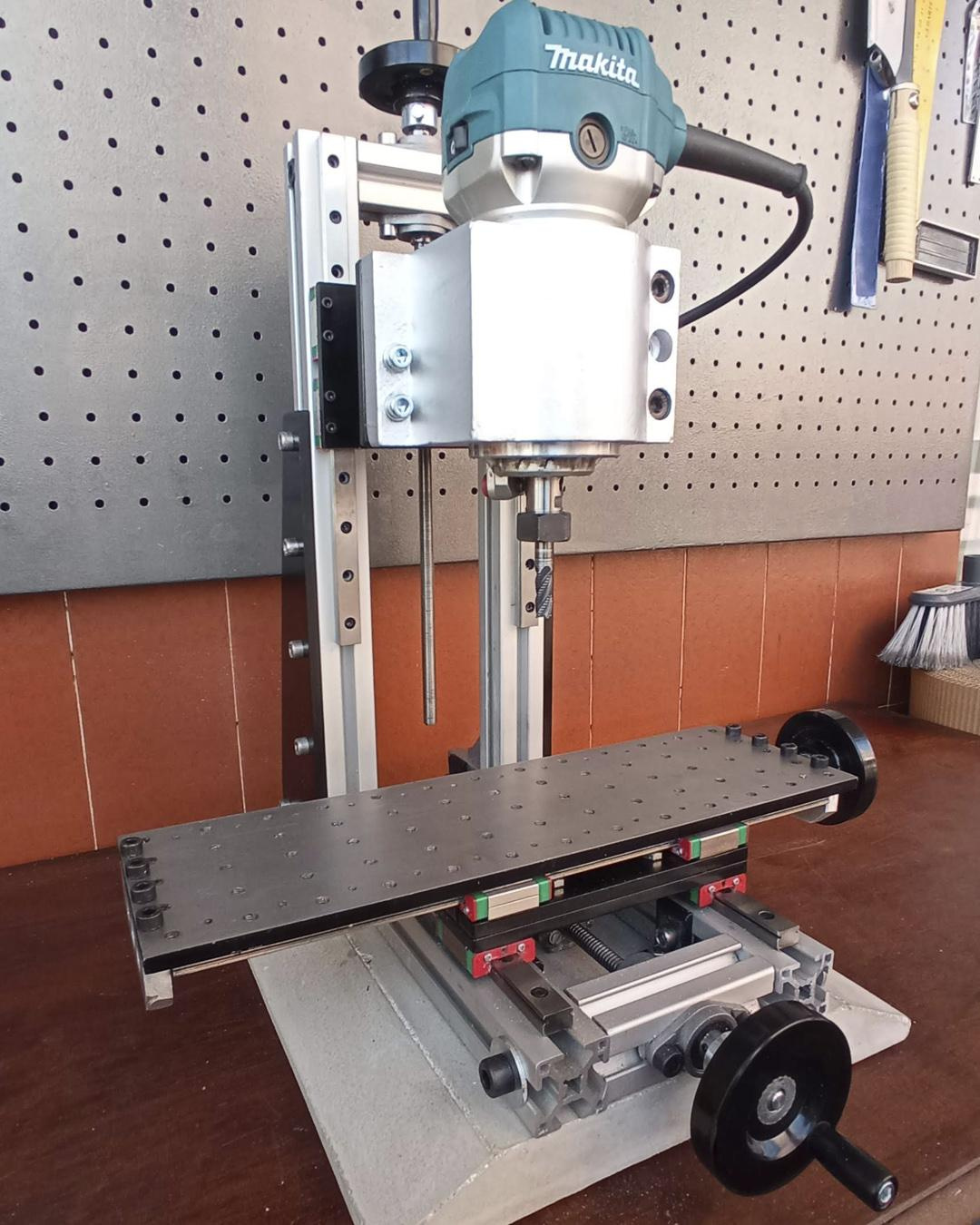
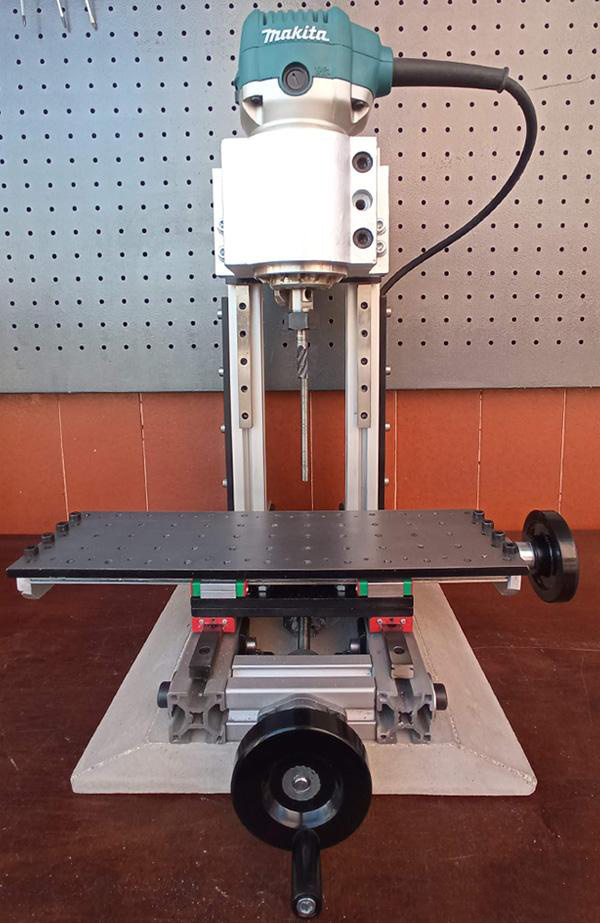
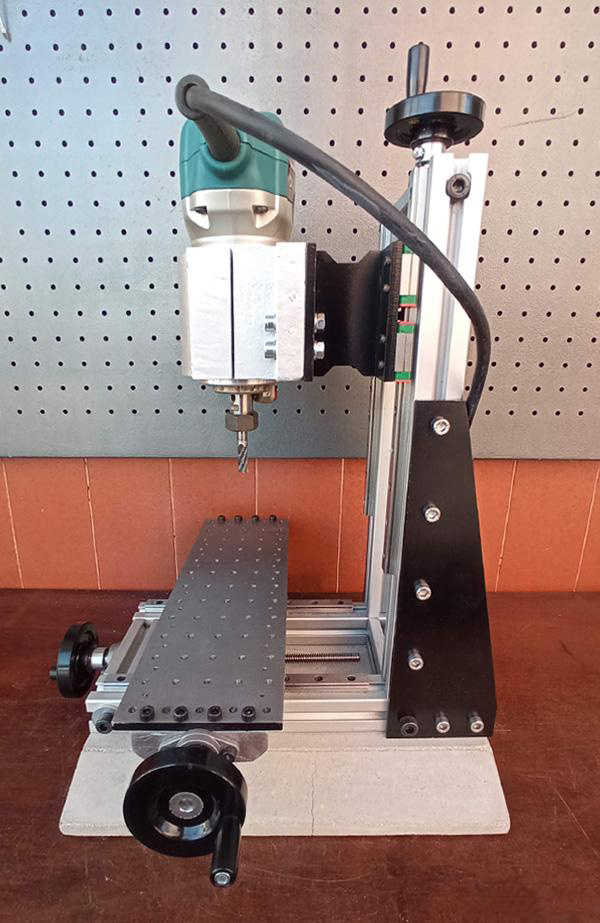
Монтируем роутер на опору и затягиваем.

Пропускаем шпиндели с шагом 2 мм по осям X и Y. Затягиваем шпильки подшипников.
Пропускаем шпиндель с шагом 1 мм по оси Z. Затягиваем шпильки подшипников.
Устанавливаем кривошип на каждую из осей, в идеале он должен выступать примерно на 27 мм от подшипника.
Корректируем квадраты и затягиваем все элементы конструкции, чтобы получить идеально отрегулированный станок.


Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Токарный станок по дереву — своими руками!» и «Создание ленточнопильного станка своими руками — первая часть».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

Вертикальный фрезерный обрабатывающий центр KVL1000
Размеры рабочего стола, 1100 х 520 мм. Наибольшая нагрузка на стол, 750 кг. T - пазы стола, 5 х 18 х 100.

 1
1
Универсально-фрезерный станок MUF50 DRO
Макс. диаметр сверления, 30 мм. Макс. диаметр торцевого фрезерования, 100 мм. Макс. диаметр концевого фрезерования, 25 мм.
621 775 ₽
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...




 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Интересно а где его можно приобрести? И как легко обучиться тому что бы работать на нем?! Так как хочется работать в этой области и стать профессионалом. Так как за этим будущее.
Но своими руками это конечно хорошо звучит. Только руки должны быть из правильного места а не из нижней части тела) Поэтому далеко не каждому это подойдет.
По факту нужна 3д модель, лазерная резка ! Если руками делать и болгаркой будет криво )
Мне хоть и за 70, но я себе сделаю станок. А научиться просто. В интернете много информации. Я начал с автокада, арткама и сделал управляющую программу для mach3. Главное что бы было желание
Как с Вами связаться?
Если вам интересен мой опыт. Пишите alexanderluk@yandex.ru