Возможные причины:
| Предварительное фрезерование (опция) | Торцовка | Фрезерование свесов | Циклевка радиусная | Полировка |
*Модульная установка |
 |
 |
 |
 |
*Возможность установки узла предварительного фрезерования на производстве.
Автоматические кромкооблицовочные станки предназначены для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3мм.
 |
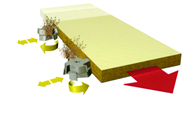
Узел предварительного фрезерования (опция) Модульная компоновка Предназначен для предварительной прифуговки торца заготовок перед приклеиванием кромки. Устраняет сколы после раскроя и ступеньку от подрезной пилы выравнивает геометрию детали(первый мотор работает в направлении подачи, второй против - для исключения сколов), макс припуск на обработку 2 мм. Узел прифуговки состоит из двух высокочастотных двигателей 12000об/мин, 1,1кВт и 0,75 кВт TEKNOMOTOR (Италия) |
 |
|
 |
Клеевой узел
|
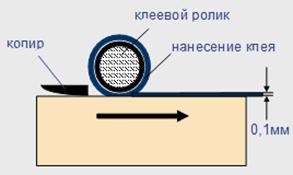 |
Опорный копир перед клеенаносящем валом предохраняет от удара и загрязнения передней край заготовки о вал во время подачи заготовки; исключает соприкосновение вала с торцом заготовки и возможность повреждения торца заготовки о насечки клеенаносящего вала. |
 |
Пресс группа
|

 |
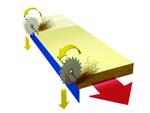
Торцовочный агрегат
Данная система зарекомендовала себя как надежная и стабильная в течение всего срока эксплуатации. Отличительные особенности:
Торцовка оснащена системой аспираций. Отсутствие пыли на направляющих и подшипниках обеспечивает долговечность и стабильность работы системы. |
 |
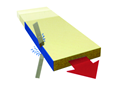
Узел фрезерный снятия свесов
|
 |
Узел радиусной цикли
|
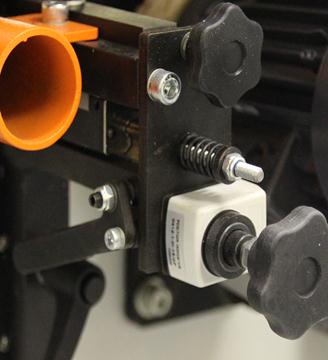 |
Настройка циклевочного узла Выводиться циклевочный узел из рабочей зоны с помощью рычажка. Это позволяет моментально перестроить циклевку на разную толщину кромки. |
 |
Полировка Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
|
 |
Подающий конвейер Деталь подается цепным конвейером с обрезиненными башмаками. Ширина башмаков 73мм.  
Этот тип подачи более надежно фиксирует и перемещает деталь вдоль станка. Привод-мотор-редуктор VARVEL (Италия). Деталь приживается к конвейеру прижимной балкой с двухрядными роликами, установленными в шахматном порядке, чтобы максимально жестко зафиксировать деталь на конвейере.  |
   |
Комплектующие Комплектующие компоненты ведущих мировых производителей: Пневматика SMC(Япония); TECNOMOTOR(Италия); Электронные компоненты General Electric(США); Инструмент BUP(Италия); Подшипники FAG(Германия);Редуктора VARVEL(Италия); Контроллеры Unitronic(Израиль); Частотные преобразователи INVERTECK(Англия) |
 |
Панель управления Экран дисплея отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка. Система показывает кол-во используемой кромки(счетчик длины кромки), количество обработанных деталей, кол-во отработанных часов. В случае неисправности на дисплее появляется описание неисправности с указанием агрегата и детали. |
 |
Блок подготовки воздуха Состоит из регулятора сжатого воздуха, водоотделителя и маслораспылитель. Водоотделитель
Предназначен для подачи масла впневмосистему. Смазывает элементы пневсосистемы: манжеты, пневмоцилиндры и пневмораспределители, направляющие, дроссельные системы. Блок подготовки воздуха обеспечивает стабильную работу всей системы и узлов станка, предохраняет элементы системы от закисания. |
 |
Защита электротехнической системы В станке установлено реле контроля фаз предназначенное для защиты нагрузки, подключаемой к трехфазной сети, защиты от повышения или понижения напряжения любого количества фаз и от нарушения порядка их чередования. Защита двигателей от перегрузок осуществляется при помощи встроенных термоконтактов. |
  |
Обслуживание станка Станок обладает хорошей доступностью узлов и простотой обслуживания. Все пресс маслёнки вынесены удобное место для обслуживание. Не надо демонтировать части станка для замены инструмента. Все регулировки узлов подписаны и находятся на лицевой панели станка. |
| Толщина кромочного материала | мм | 0,4 - 3 |
| Толщина детали, мин/макс | мм | 8 - 45 |
| Размеры обрабатываемой детали ( мин ) - длинна x ширина | мм | 90 x 70 |
| Скорость подачи | м/мин | 10 |
| Пилы чистовой торцовки - 2шт. | мм | Ф80 х ф20 х 2,4/3, Z = 16 |
| Мощность двигателей- 2шт. | кВт | 2х0,22 |
| Обороты пил | об/мин | 12000 |
| Фрезы узла снятия свесов кромки по плоскости - 2шт. | мм | Ф75; Z = 4; R2 |
| Мощность двигателей-2шт. | кВт | 2х0,55 |
| Обороты | об/мин | 12000 |
| Полировальный узел – мощность | кВт | 2х0,18 |
| Обороты | об/мин | 1400 |
| Патрубки системы аспирации | мм | Ф 120 |
| Общая мощность | кВт | 5,6 |
| Питающее напряжение (3 фазы) | В | 380 |
| Давление сжатого воздуха | Bar | 6,5 |
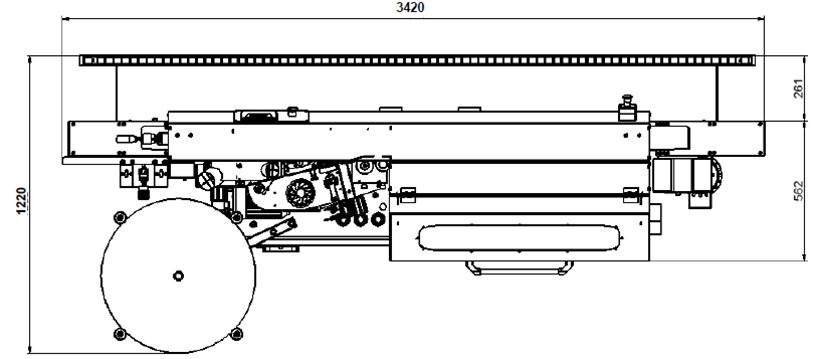
| Габаритные размеры | ||
| - длина | мм | 3400 |
| - ширина | мм | 1200 |
| - высота | мм | 1260 |
| Вес | кг | 930 |
Пока нет отзывов на данный товар.
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Внешний вид товара может отличаться от фотографий на сайте. Несовпадение внешнего вида и комплектности реального товара с фотографиями на сайте не является показателем ненадлежащего качества товара.
Информация о товаре, его технических характеристиках и комплектации приводится в соответствии с общедоступными источниками информации. Технические характеристики и комплектация товара могут быть изменены производителем без предварительного уведомления. Уточняйте важные для Вас параметры у наших менеджеров.
 Отзывы о компании Станкофф
Отзывы о компании Станкофф




 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/WDhVuOAIOOmSjNQEcdXTohIW7cCMUiI8RsLkRygk-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/2WsVpuN86Xg14ify0Kv7jEAdIXvO24CCOC9TmDd6-sm.jpg) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/NgLa4vNczQzzYfWXZ9EL6pNs4E2HflfXfOBrxRU1-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/VeyEbCQVSBJNeXGEFId3cyQHAZ8M5JJkUrssf85Y-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!



 Маслораспылитель
Маслораспылитель